
98 / 103 Friendess CypCut Laser Cutting Control System
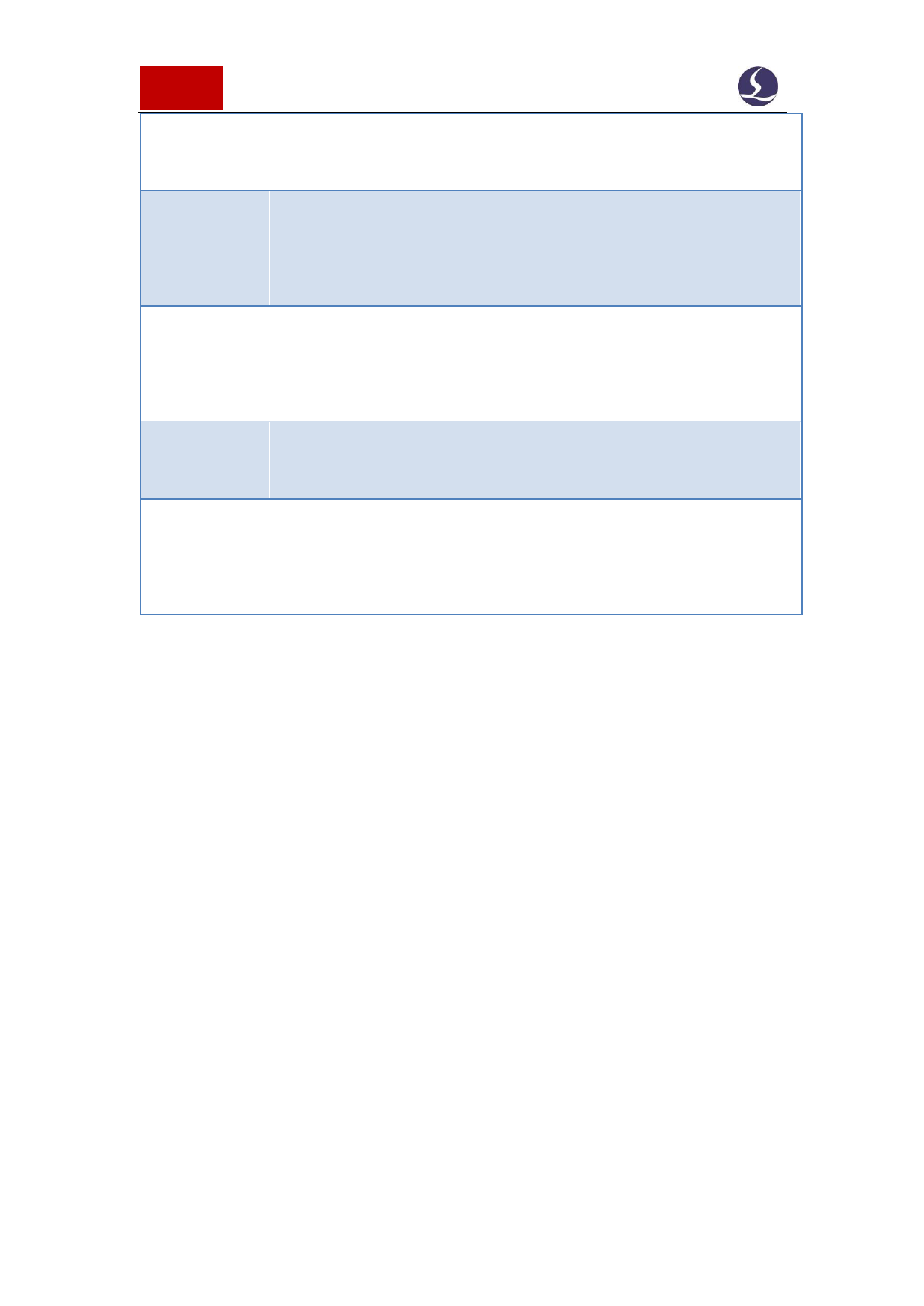
Move
acceleration
Cut
acceleration
Low-pass
filter
frequency
Curve
precision
Corner
precision
The max dry run acceleration. You can set this value according the
result calculated by the ServoTool.
Maximum cutting acceleration directly determines the time required
of ACC/DEC in corner motion. You can adjust this value by
observing servo torque curve.
Smaller value will improve the vibration suppression but extend the
ACC/DEC time.
The max precision in curve machining. The lower the value is, more
obvious in speed limit at curve machining.
The precision of NURBS curve fitting the corner path. The lower
the value is, corner path will be sharper and speed reduction more
obvious.
6.6.2 Cut Acceleration
Jog axis at a high speed, 500mm/s for example, make sure axis move a long
distance and reach the set speed.
Monitor the torque curve in servo tool when jog the axis, increase the work
acceleration if peak torque under 80% or reduce work acceleration if peak torque
larger than 80%.
Adjust the acceleration until top torque reaches to 80%.The acceleration lead
screw structure can bear is usually no more than 0.5G.The acceleration gear rack
structure can bear is no more than 2G.
6.6.3 Move Acceleration
You can set this value according the result calculated by the ServoTool. Or larger
than work acceleration by 1.5~2 times of it. When axis running without load, servo
torque should be within 150%, and there is no mechanical deformation and vibration
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")
 RAYCUT CypCut Laser Cutting Control Software Manual")