
FSCUT2000C laser cutting control system User Manual
62
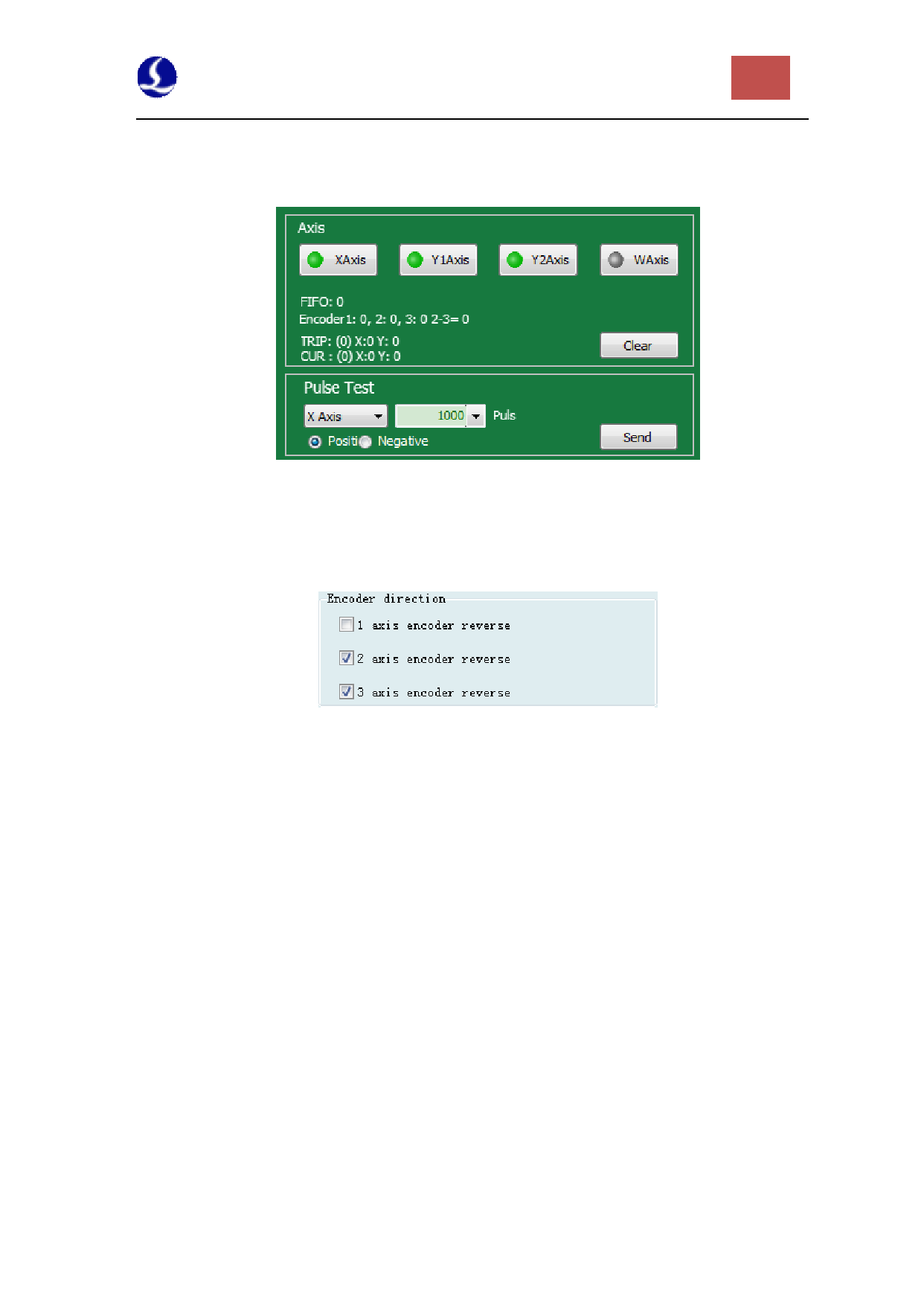
X, Y-axis respectively in the "Pulse Test" module.
2. Judge whether it’s correct by encoder feedback value of "motion axis" and
polarity. (Note: Sending positive feedback 1000 should be 1000 but -1000)
3. If the pulse feedback transmitted forward is negative, enter “the platform
configuration tool - Machine page” to reverse the encoder corresponding to
the number of axis. (Note: Have to set synchronously the encoder feedback of
the second shaft and the third shaft in case of double-drive machine).
4. If the feedback is not 1000 after you send 1000 pulses, you need to adjust the
servo parameter, while Panasonic is Pr011, Yaskawa is Pn212, Delta is
Pn146. Set it as 1/4 of command pulses number per revolution. Panasonic A5,
for example, it’s ok set Pr011 (encoder feedback) as 1/4 of Pr008 (pulse
number per revolution). Yaskawa can be quickly set by installation wizard of
SigmaWin + software
6.7 Pitch compensation
6.7.1 Brief introduction of pitch compensation
Since the unevenness of screw, rack and other mechanical components exists,
there is often a bias the actual characteristic and nominal features. When high
precision is required, the actual deviations is required to be measured by a laser
interferometer and other precision instruments, and then be compensated by the
numerical control system, so as to achieve the purpose of reducing the deviation.
CypCut laser cutting system provides a complete and easy to use pitch
compensation function, can easily control the machine to run in accordance with the
requirements of the laser interferometer, and can directly read the data files outputted by
laser interferometers, such as Renishaw, API, Agilent, OptoDyne. Even in the absence of
laser interferometer supporting, reverse error compensation can also be set separately.
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")
 FSCUT2000 Fiber Laser Cutting Control System User Manual")