
Friendess CypOne Laser Cutting Control Software
85
by 1.5~2 times. The peak torque of servo motor in dry run cannot exceed 150%,
within this range the mechanism can stand the impact, distortion and noise. The
acceleration lead screw structure can bear usually no more than 0.5G. And no more
than 2G for rack gear structure.
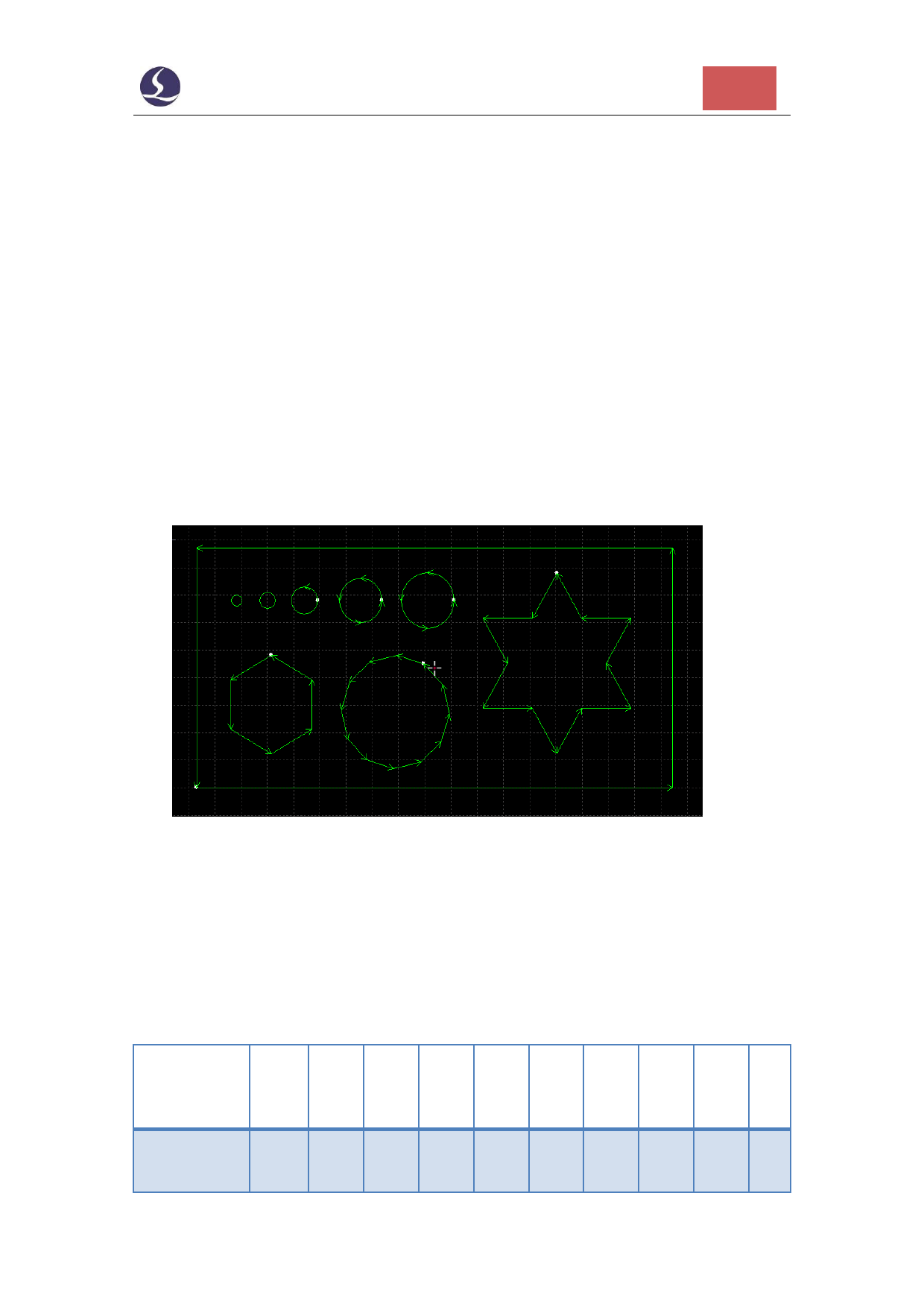
6.3.4 Low-Pass Filter
Adjust low pass filter by cutting a workpiece sample. Lower laser power burns
marking on workpiece. Observe and measure the accuracy of the marking path.
Marking path can be shapes of circle, star, polygon and square of different size. As
shown in the following figure:
Lower the low pass filter as much as possible within desirable cutting precision.
The indication is no waving at corner cutting. You can directly setup the parameter by
the below table. Or you can adjust and determine the cut acceleration, then adjust low
pass frequency around 2 levels around it. Cut acceleration must match with low pass
filter, one of them cannot be impressively large than the other.
Level
1
1
2
3
4
5
6
7
8
9
10
Cut
0.1
Acceleration
0.2 0.3 0.4 0.5 0.6 0.8 1
1.5 2
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")
 CypOne User Manual V1.1")