
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- PowerRoute-CNC-Router
- Mill Programming Manual.pdf
- Page 77 of 151
1. G Function Description
1.2.27 G64: CUTTING MODE
Command form:
G61 ; // exact-stop examination mode
G62 ; // curved surface cutting mode
G63 ; // tapping mode
G64 ; // curved surface cutting mode
G64;
Description:
G64 is similar to G09, G61 in usage, NC use smooth cutting face mode
to cut. This mode does not decelerate and stop between G61 and reverse
cutting feed block, the mode will continue to execute next block. G64 can
be canceled by G61, G62, G63.
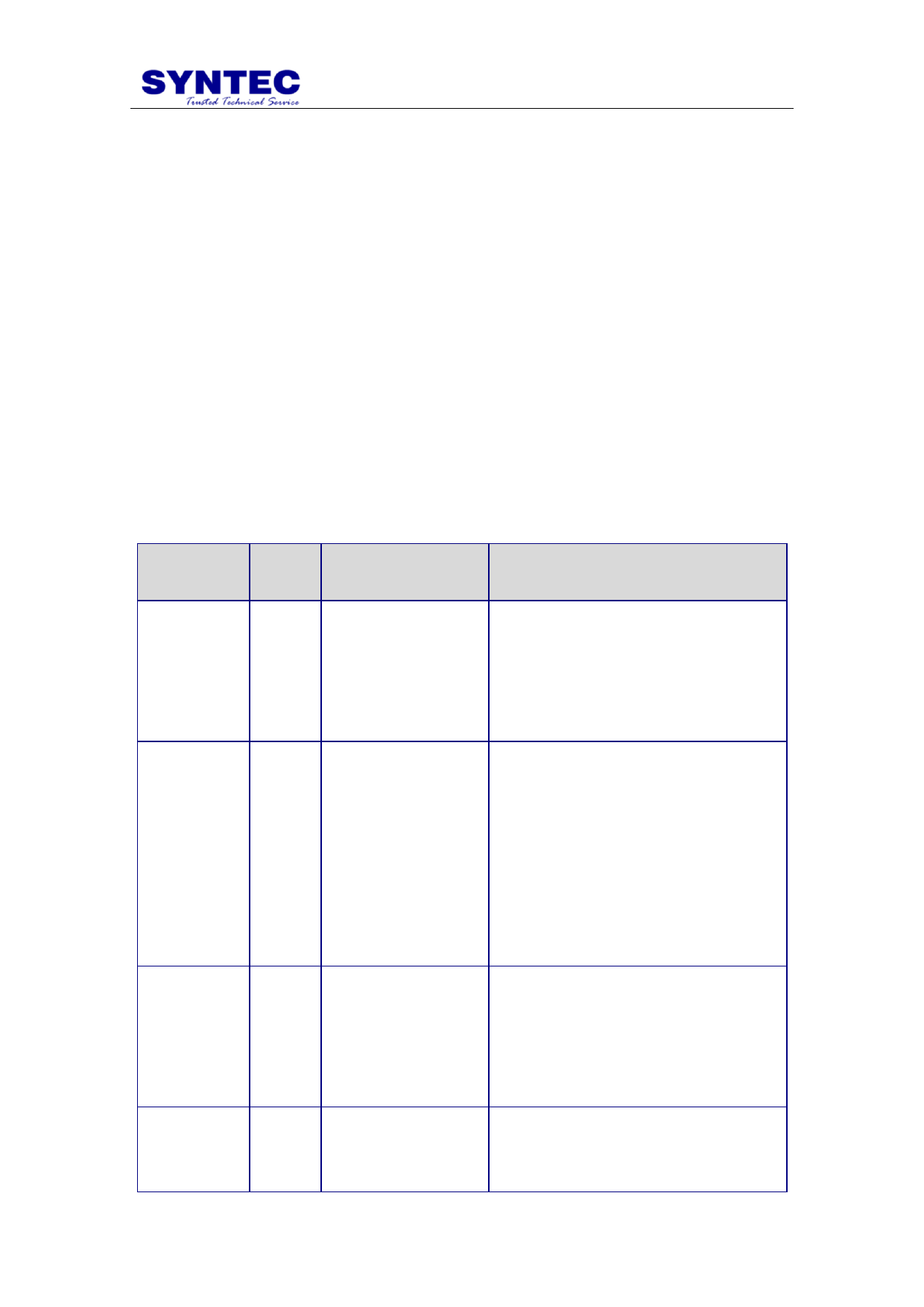
Command
name
Exact stop
Exact stop
G code range
description
When tool decelerates at the end of
path, The precision error occurs at the
Only effective in
G09
corner when the tool direction turns.
block with G09.
G09 is used to control the precision
error.
G61 is similar to G09. The difference
is G61 effective until we set G62, G63,
or G64. Tool decelerates at the end of
G61 is effective until
corner. When tool arrived at the
G61 we set G62, G63,
terminal, a feedback signal is sent to
G64.
ensure the position is in the setting
range. The next path is executed after
the feedback control.
Applicable to curved surface cutting.
G62 is effective until Tool does not decelerate at the end of
G62 we set G61, G63, or path (refer to the speed command
G64.
curve shown below) and continue
execute next path.
G63 is effective until Applicable to tapping. To synchronize
G63 we set G61, G62, or spindle and feed axis. The relation
G64.
between spindle and feed axis is
72
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")