
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- PowerRoute-CNC-Router
- Mill Programming Manual.pdf
- Page 65 of 151
1. G Function Description
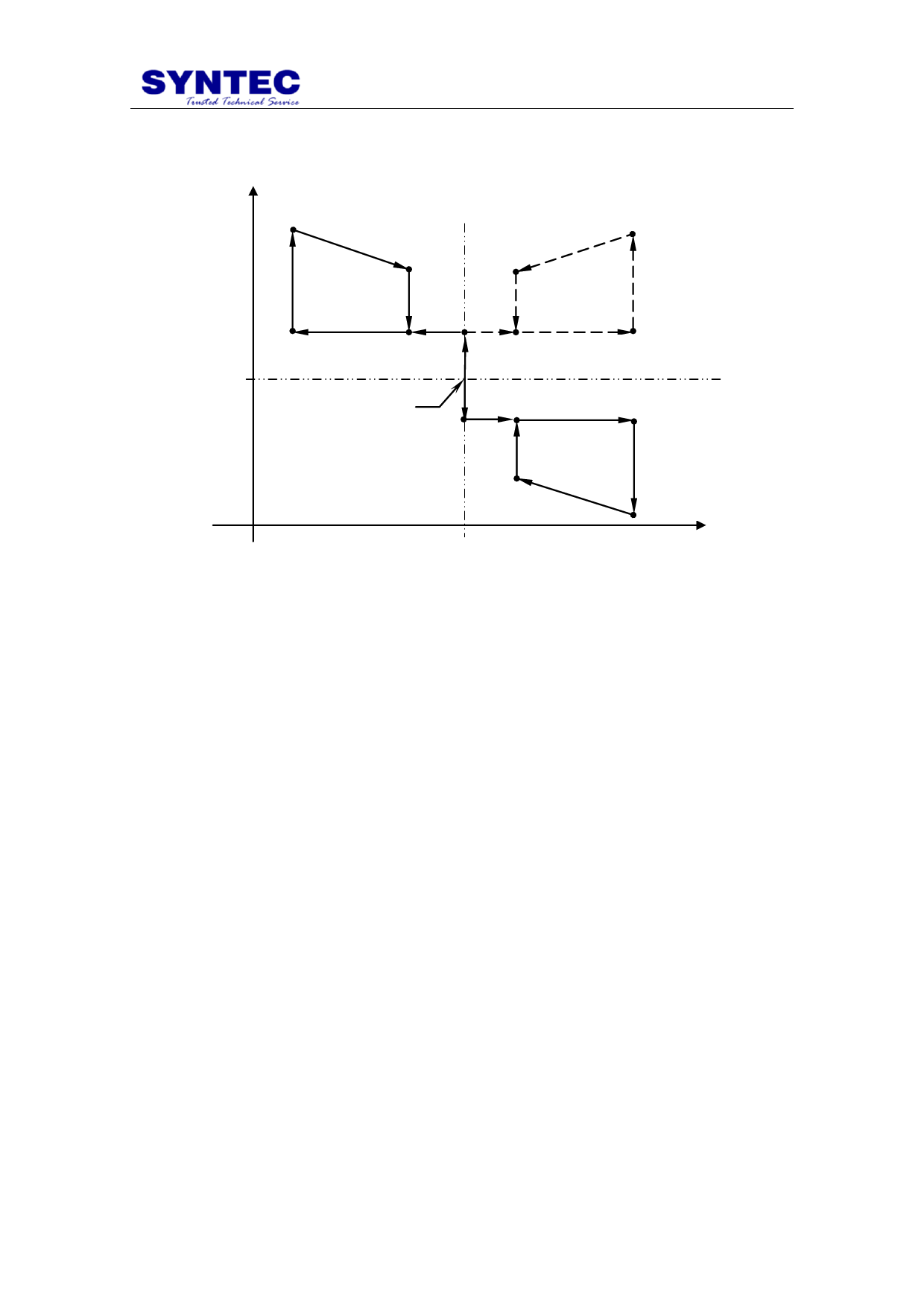
Example 1:
Y
Y=55
symmery axis
(10,105)
(40,95)
Tool path that
map X=60
(10,75)
(40,75)
D (80,95)
O
A (80,75)
C (120,105)
Origin tool path
B (120,75)
X=60,Y=55
(80,35)
(120,35)
Tool path that
map Y=55
(80,15)
(120,5)
X=60
X
symmery axis
Program description:
N001 T1 S1000 M03;//use tool NO. 1, 1000rpm(CW)
N002 M98 H100;//execute sub-program
N003 G51.1 X60.0 ; //execute programmable mirror image that
symmery axis X=60
N004 M98 H100;// execute sub-program
N005 G50.1;//programmable mirror image cancel
N006 G51.1 Y55.0 ; //execute programmable mirror image that
symmery axis Y=55
N007 M98 H100;// execute sub-program
N008 G50.1;// programmable mirror image cancel
N009 M05;//spindle stops
N010 M30;//program ends
N100;//sub-program list
G00 X60.0 Y55.0;//positioning to specified point
G01 Y75.0;//linear interpolation to O point
X80.0;//OA
X120.0;//AB
Y105.0;//BC
X80.0 Y95.0;//CD
60
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")