
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- PowerRoute-CNC-Router
- Mill Programming Manual.pdf
- Page 11 of 151
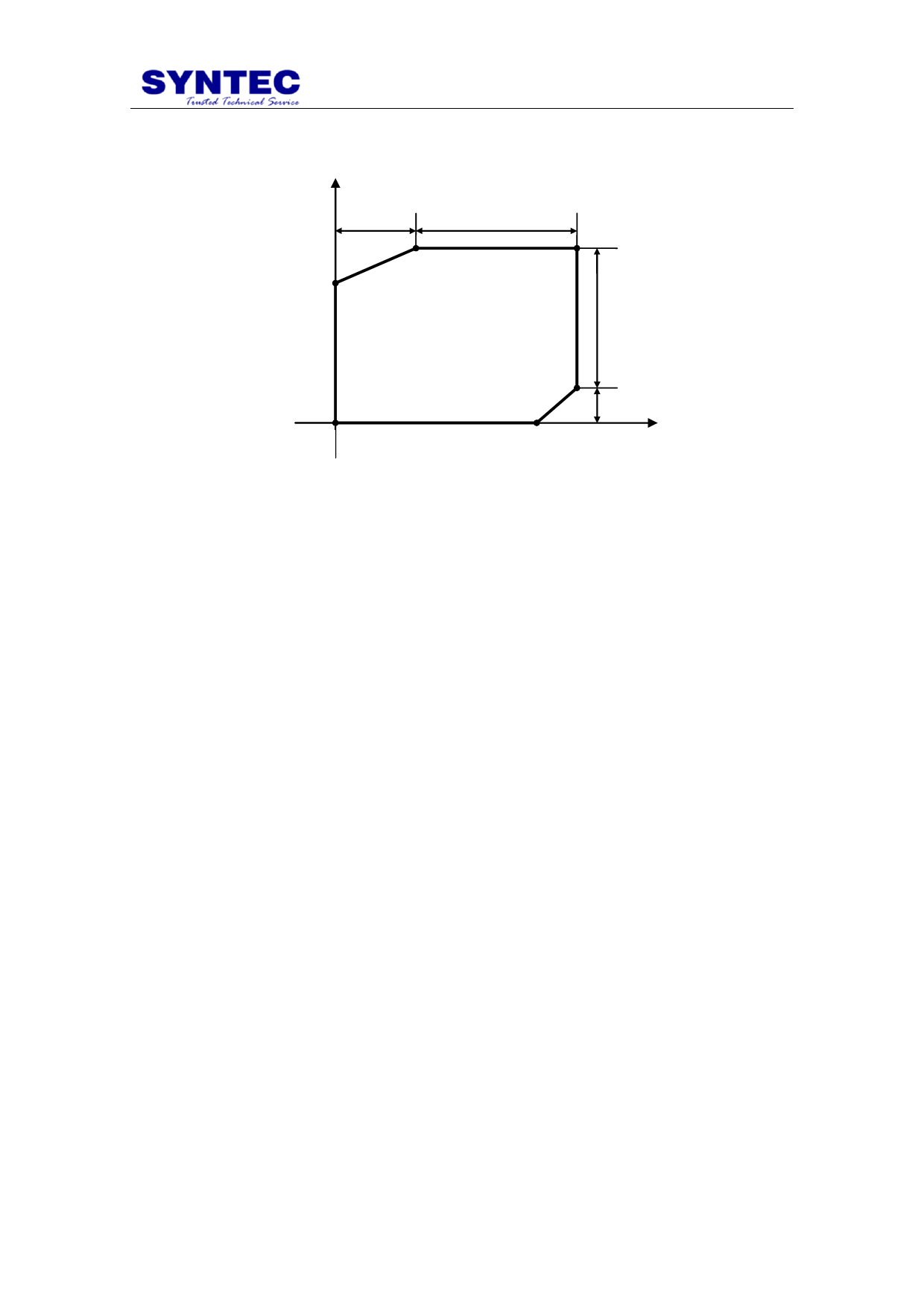
Example 2: processing example
1. G Function Description
Y 20
35
P1(0,38)
P2
P3
P1
35
Thickness 10mm
P4
10
P0(0,0)
P5(45,0) X
Program description:
1. absolute way:
N001 G00 X0.0 Y0.0 Z10.0;//positioning to above of P0
N002 G90 G01 Z-10.0 F1000;//straight interpolation to bottom of
workpiece, speed 1000mm/min
N003 Y38.0;//P0 P1
N004 X20.0 Y45.0;//P1 P2
N005 X55.0;//P2 P3
N006 Y10.0;//P3 P4
N007 X45.0 Y0.0;//P4 P5
N008 X0.0;//P5 P0
N009 G00 Z10.0;//positioning back to above of P0
N010 M30;//program end
2. increment way
N001 G00 X0.0 Y0.0 Z10.0;//positioning to above of P0
N002 G91 G01 Z-20.0 F1000;//straight interpolation to bottom of
workpiece, speed 1000mm/min
N003 Y38.0;//P0 P1
N004 X20.0 Y7.0;//P1 P2
N005 X35.0;//P2 P3
N006 Y-35.0;//P3 P4
N007 X-10.0 Y-10.0;//P4 P5
N008 X-45.0;//P5 P0
N009 G00 Z20.0;//positioning back to above of P0
N011 M30;//program end
6
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")

 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")