
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- PowerRoute-CNC-Router
- Mill Programming Manual.pdf
- Page 17 of 151
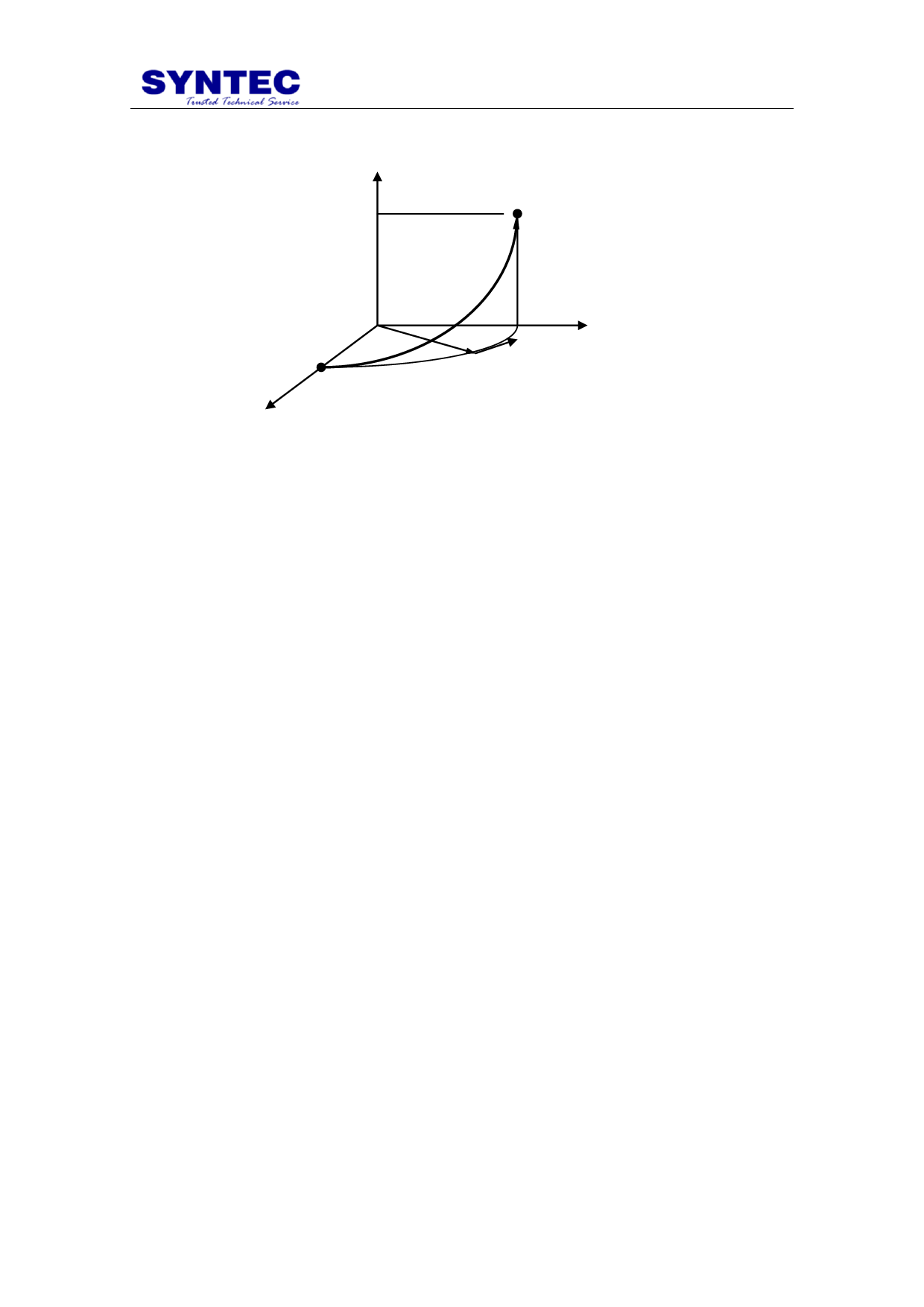
Z
900
1. G Function Description
End point
1000
R1000
Start point
X
Y
F600
Program description:
G17 G03 X0.0 Y1000.0 R1000.0 Z900.0 F600;
// synchronously with arc of X-Y plane (CCW), do helical interpolation
with feedrate 600mm/min
12
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")

 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")