
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- PowerRoute-CNC-Router
- Mill Programming Manual.pdf
- Page 137 of 151
1. G Function Description
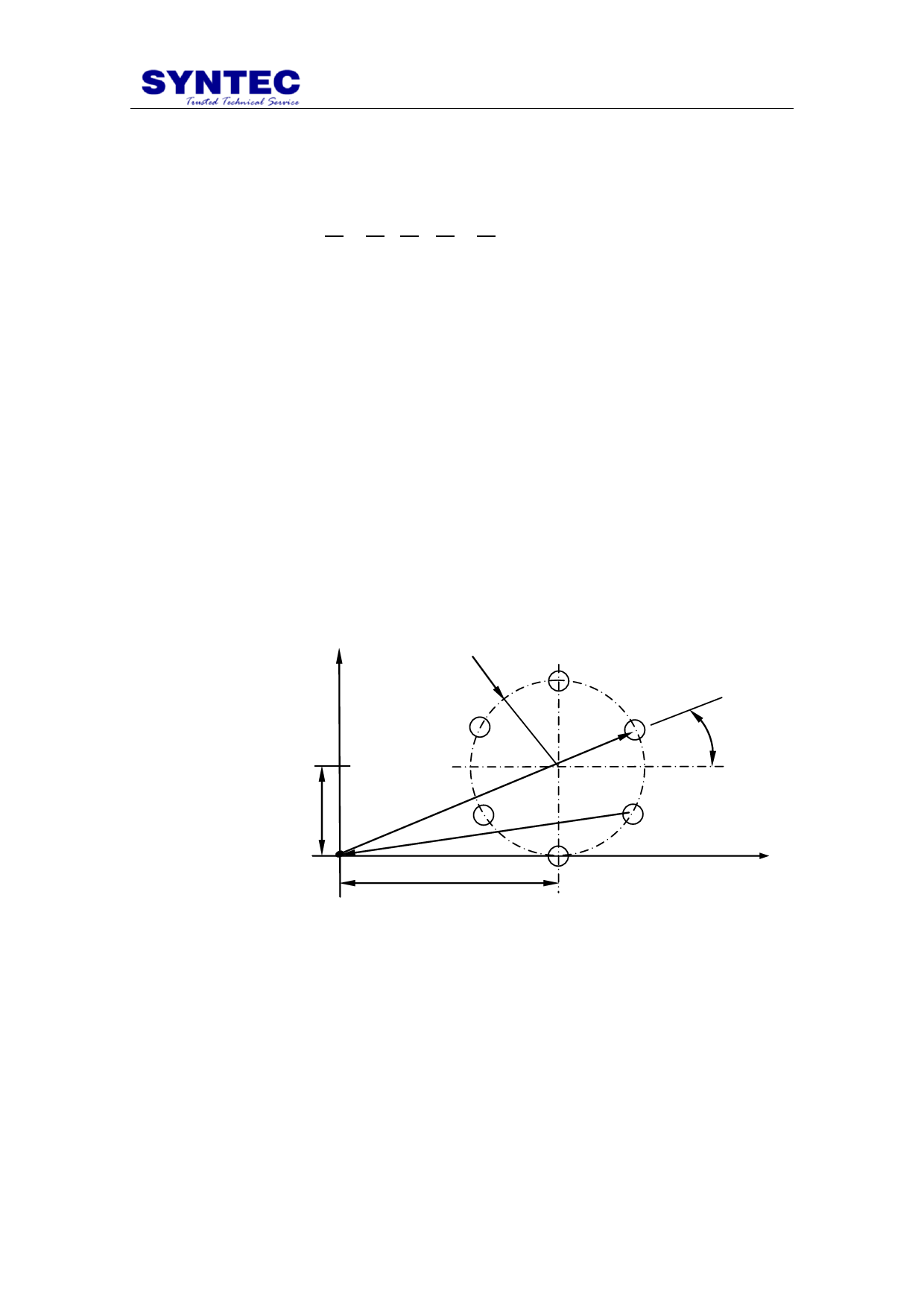
1.2.49 G134: CIRCUMFERENCE HOLE CYCLE
Command form:
G134 X Y I J K ;
X, Y: center position of circumference hole, effective by G90/G91.
I: radius of circle(r), unit is specified by G70/G71, must in positive
value.
J: angle of initial drilling hole.
K: number of holes. Range 1~9999, can not be zero. It is specified
positive when CCW, negative when CW.
Description:
Use the point between X axis and angle ,start to make the circle in n
parts, n holes. The point is on the circle that center is specified (X,Y) and
the radius is r.
Example:
r =100 mm
Y=100 mm
X=200 mm
20∘
Program description:
G92 X500.0 Y100.0;//set absolute zero point coordinate system
G91 G81 Z-10.0 R5.0 K0 F200;
//execute drilling cycle, feedrate 200mm/min, depth 10 mm, and return
to initial point when finish
G134 X200.0 Y100.0 I100.0 J20.0 K6;
//execute circumference hole cycle, X=200mm,Y=100mm drill the first
hole, radius 100mm, starting angle 20∘, 6 holes
G80;//cancel cycle
132
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")