
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- PowerRoute-CNC-Router
- Mill Programming Manual.pdf
- Page 115 of 151
1. G Function Description
1.2.40 G85: DRILLING CYCLE
Command form:
G85 X Y Z R F K ;
X_ or Y_: hole position data (absolute/increment mode)
Z_:
G91: the distance from the bottom of the hole to point Z (directional)
G90: program position of point Z
R_:
G91: the distance from initial level to R point level (directional)
G90: program position of point R
P_: dwell time at the bottom of the hole(s)
F_: feed rate
K_: number of repeats (repeat moving and drilling, G91 is effective)
X, Y, Z, R is absolute or increment mode, decided by G90/G91.
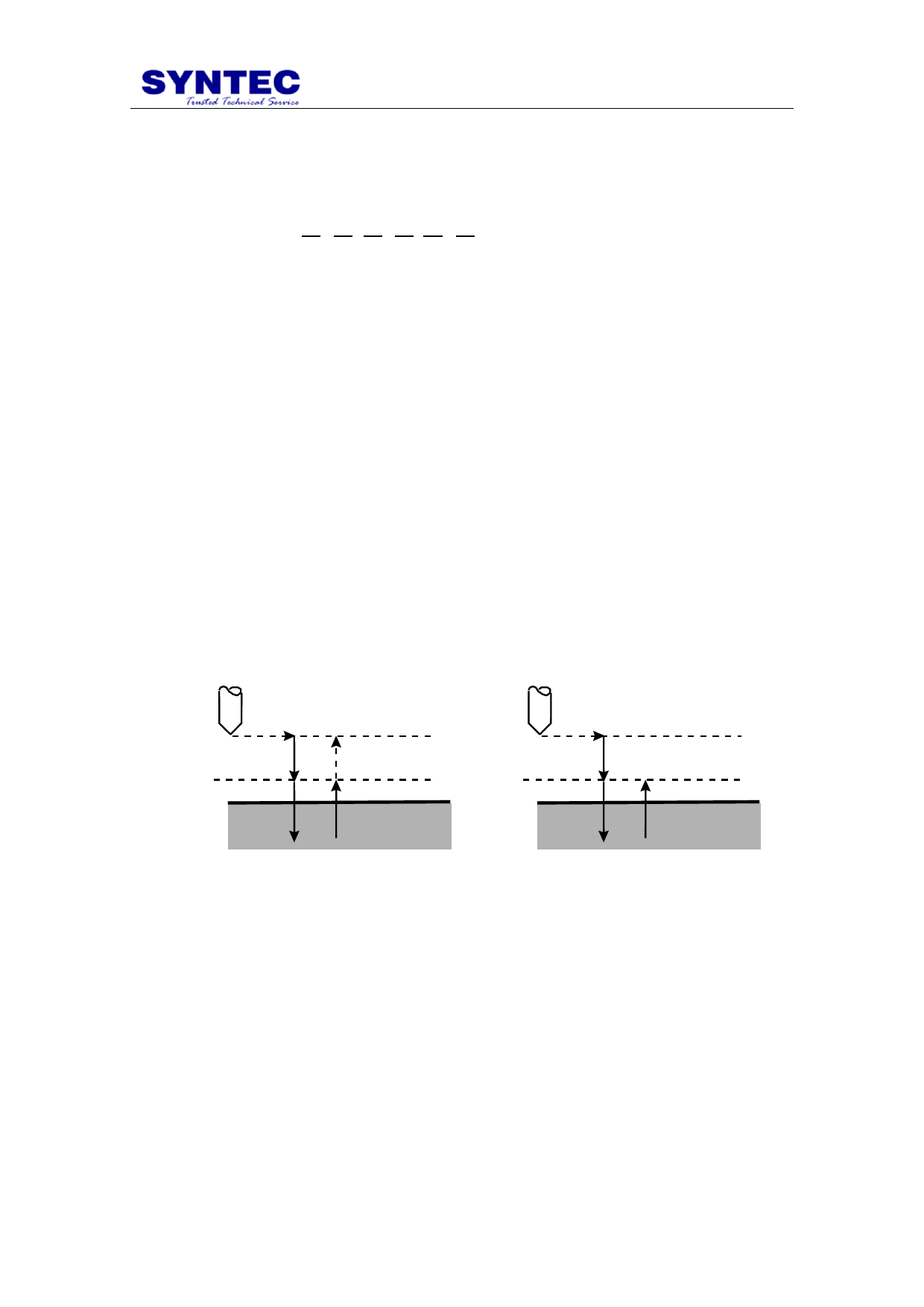
PIC:
G98
G99
(X,Y) Initial point
Point R
(X,Y) Initial point
Point R
Point Z
point Z
Description:
1. use G00 to positioning to specified (X,Y) when start to perform
2. use G00 to reach specified point R.
3. use G01 to reach point Z the bottom of the hole,
4. G01 command to raise to point R
5. G00 command to raise to initial point(G98) or program point
R(G99)
Notes:
1. before G85 command, use M Code to let the spindle rotate.
110
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")
 Mill Programming Manual")