
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- 方菱激光系统L5210H使用说明书.pdf
- Page 90 of 110
F4000 系列数控切割系统使用手册
Xn – 终点X 坐标相对于工件起始点的位移;
Yn – 终点Y 坐标相对于工件起始点的位移。
例子:
▲
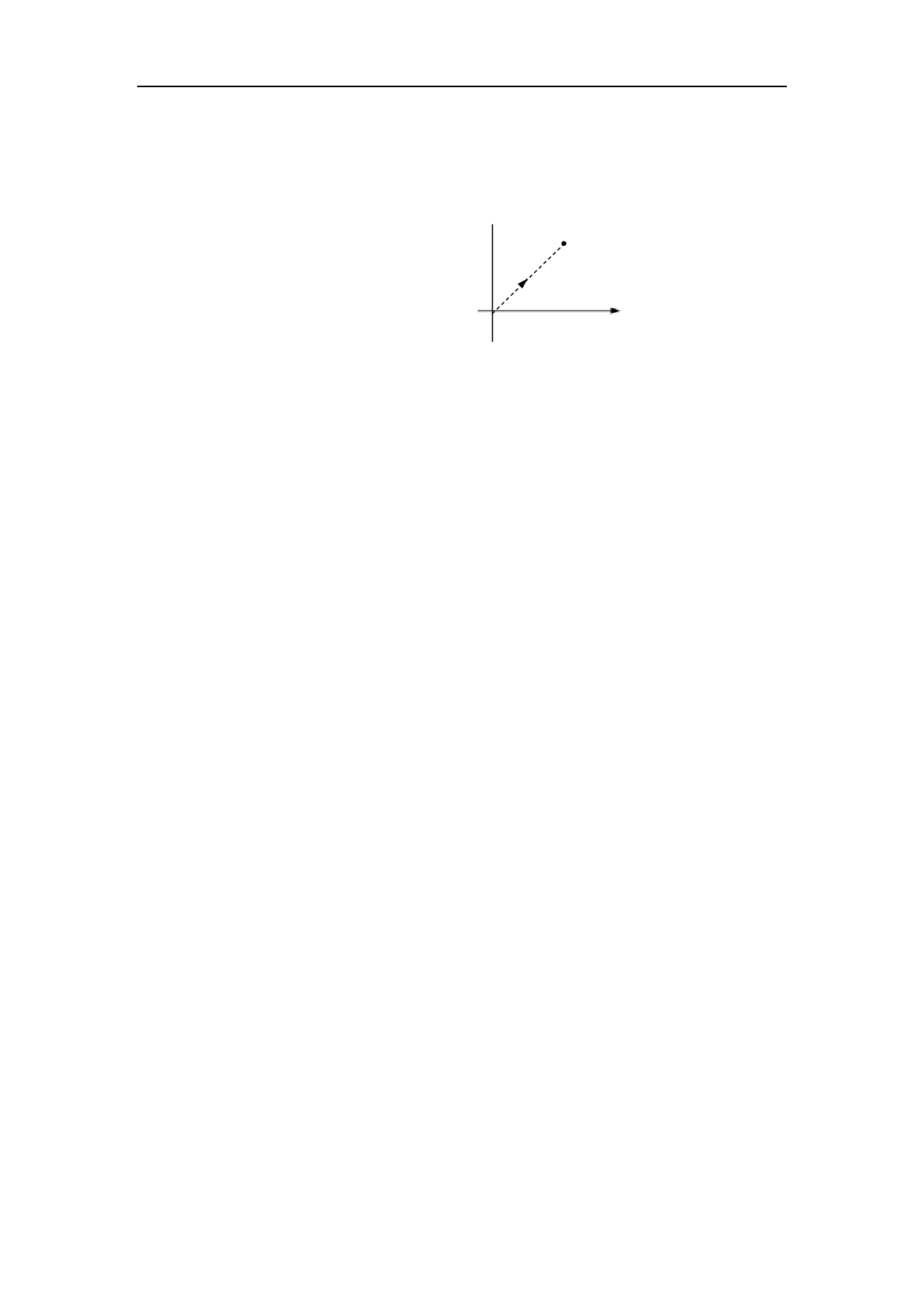
G92 X0 Y0
// 参考点(0,0)
G91
// 相对坐标
G00 X100 Y100 //快速移枪到(100, 100)
M02
(100 ,100)
第十章 代码说明
图 13.4 G00 用法
5.
G01 直线切割
本指令表示直线切割到指定位置,系统按“切割速度*倍率” 的速度从当前段的起点切割
到指定位置。
格式:
G01 X/Un Y/Vn [Fn]
参数含义:
同 G00 代码含义,区别仅在于 G00 表示空车直线行走(即:输出口全部关 闭
),G01 表示直线切割。
6.
G02 顺圆插补
本指令表示顺圆弧(顺时针插补)切割到指定位置,系统按“切割速度*倍率” 的速度从当前
段的起点切割到指定位置。
格式:
G02 X/Un Y/Vn In Jn [Fn] 或 G02 X/Un Y/Vn R[-]n [Fn]
参数含义:
Fn – 切割限速。
Un – 终点 X 坐标相对于当前段起点的位移,单位 mm;
Vn – 终点 Y 坐标相对于当前段起点的位移,单位 mm。
In – 圆心X 坐标相对于当前段起点的位移,单位 mm ;
Jn – 圆心Y 坐标相对于当前段起点的位移,单位 mm。
R[-]n – 圆弧的半径,当圆弧小于等于 180 度时,R 为正值,反之为负值,单位mm; (
在相对坐标系中)
Xn – 终点X 坐标相对于当前段起点的位移,单位 mm;
Yn – 终点 Y 坐标相对于当前段起点的位移,单位 mm。(
在绝对坐标系中)
Xn – 终点 X 坐标相对于工件起始点的位移,单位 mm;
Yn – 终点 Y 坐标相对于工件起始点的位移,单位 mm。
113
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")

 方菱激光系统L5210H使用说明书")