
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- 方菱激光系统L5210H使用说明书.pdf
- Page 18 of 110
第三章 切割功能
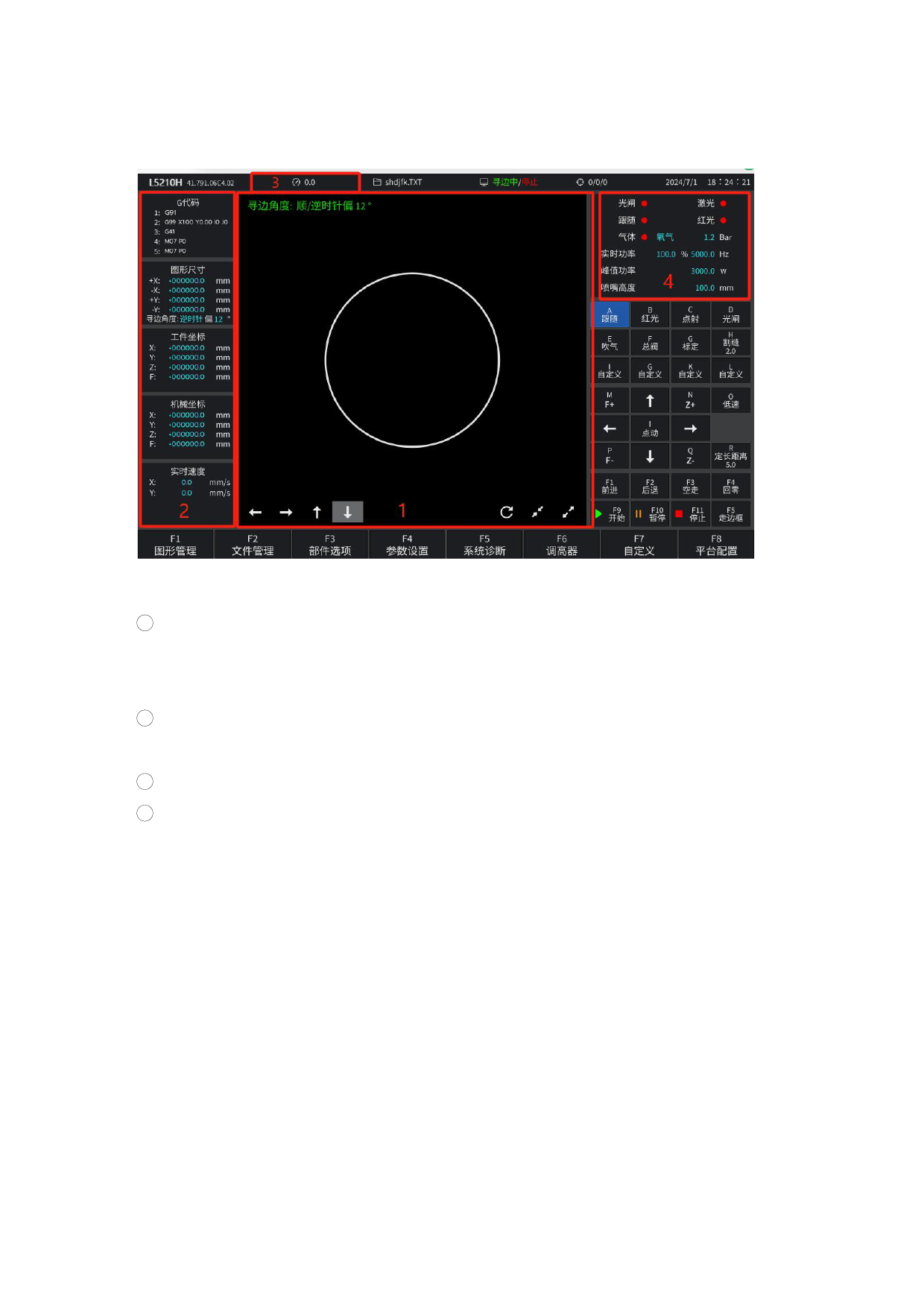
在主界面下,主界面即时切割界面,如图 3.1 所示是切割功能界面。
图 3.1 切割功能界面
1 显示当前加工工件的切割轨迹,工件实际轮廓与加了割缝值的轮廓同时显示。(绿色线 为
切割工件的实际轮廓,蓝色线为加了割缝之后的切割轨迹,切割时,割枪中心将沿着 蓝色
线进行切割。)
2 显示当前正在加工的G代码,XY的实际运行速度以及当前切割枪在加工过程中的运动坐标
值,G代码显示区显示的是当前行和下一行,切割运行过程中不显示,暂停后才有显示。
3 显示当前加工速度。
4 显示实时状态,光闸、气体以及加工过程中的实时功率以及喷嘴高度等数据。
X:表示的是当前割枪所处的 X 绝对坐标。
Y:表示的是当前割枪所处的Y 绝对坐标。
在切割界面下:
按【X】键:前进按钮,前进/后退速度修改需要在全局参数中修改。
按【Y】键:后退按钮,前进/后退速度修改需要在全局参数中修改。
按【F】键:改变当前手动方式。可在连动、点动、定长之间循环切换。
按【G】键:修改当前定长移动时的定长距离。
按【8】键:在开始切割前或切割结束后,按【8】可设置割缝值.
M键:空运行,沿着加工轨迹进行空走,此过程不下枪跟随、不开光、不开气沿着加工图形轨迹
运行。
R键:走边框,加工前沿着加工轨迹走一个边框,确保加工图形在板材区域内。
F9键:启动切割。
110
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")

 方菱激光系统L5210H使用说明书")