
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- 方菱激光系统L5210H使用说明书.pdf
- Page 106 of 110
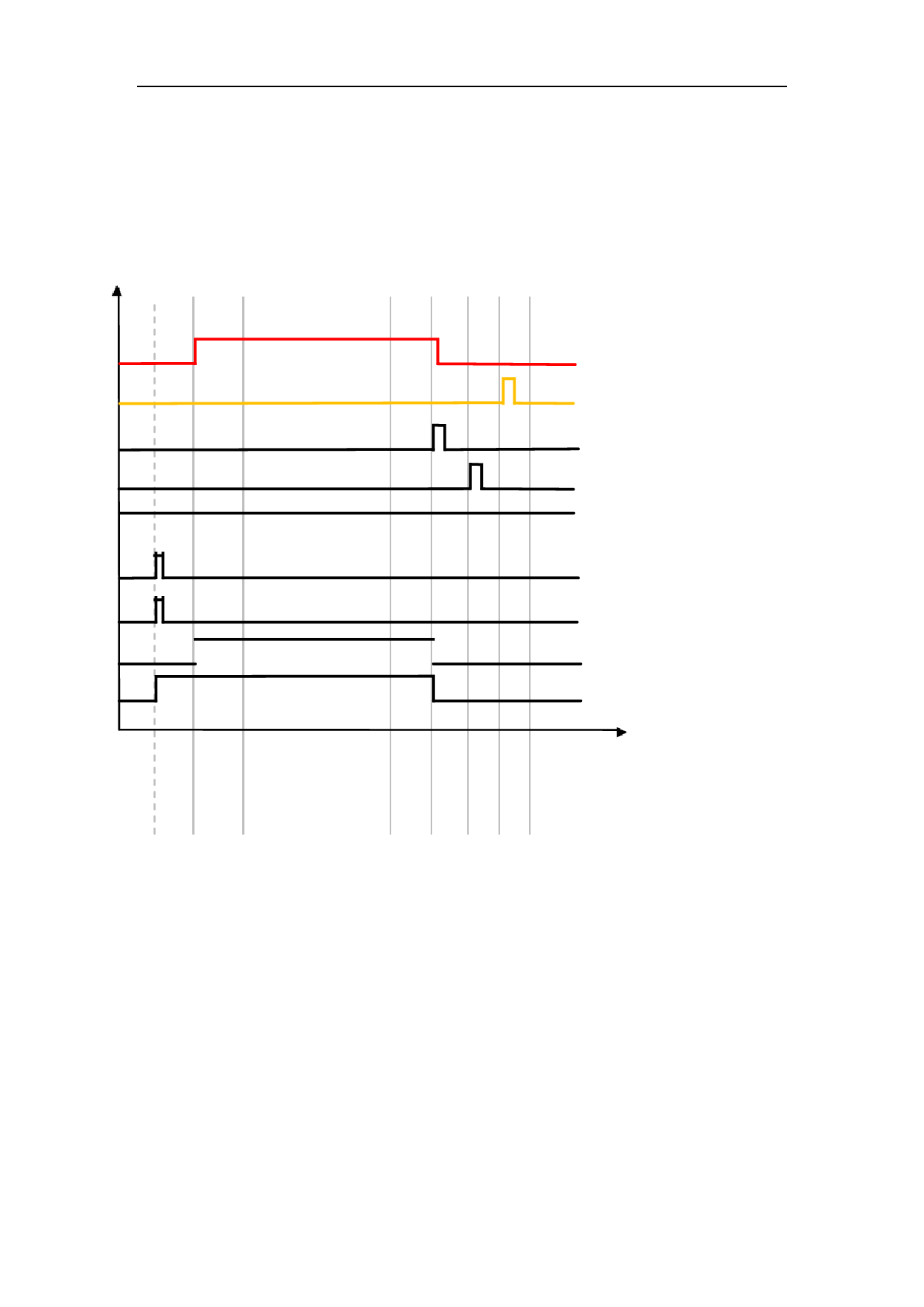
附录 2 L5210H系列数控系统IO 时序图
A2.1 激光直接穿孔工艺时序图
激光直接穿孔工艺时序图
M08
M02
M07
间距跟
随 停靠
到位
上抬
光闸
)
跟随
设置焦点
PWM/激光
DA PWM+使
能 PWM-
使能
气体阀/总阀
开始
定位
到
切割
喷嘴
高度
(保持
跟随
状态
切割
停留
时间
G01 、G02 、G03
关光 上抬 回
前 (系统 停
延时 判断 靠
是否到达位置
(有效输出
注:
1) Y 轴黑色线段代表系统输出命令;
2) 其它颜色代表系统输入命令;
3) 间距跟随:是指割枪与板材始终保持一定距离,即跟随状态;
4) 跟随到位:指系统控制调高器到达某一位置,不一定保持跟随状态。上抬、回停 靠、跟随指令都
需要反馈信号。
144
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")

 方菱激光系统L5210H使用说明书")