
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- 方菱激光系统L5210H使用说明书.pdf
- Page 19 of 110
F10:暂停切割,可以暂停系统中正在进行的一切动作。
F11键:停止,可以暂停系统中正在进行的一切动作。
上、下、左、右 4 个方向键:透枪时按手动方式移动割枪。
3.1 前进
在切割界面中按下【X】键,系统开始空走,此过程不控制激光开启、穿孔等任何 IO 开
关过程,沿着切割图形的轮廓移动割枪。按下【F10】键,系统暂停运行。
此功能的作用是在切割前,查看切割路径、代码正确与否以及加工过程中需要透枪时
使用。若想停止空走,按下“停止”键即可。
前进/后退速度是和切割速度分开设置的,在F4参数设置-F1全局参数中的“前进/后
退速度”进行设置。
3.2 后退
加工过程中,若因未割透等原因需要沿原轨迹返回时,可按以下过程进行:
先按下“暂停”键,使切割机处于暂停状态。
在切割界面中按下【Y】键,切割机沿原轨迹返回,当割枪后退到需回退的位置时,按 下
“暂停”键,若后退过多,此时按【X】可空行前进,再前进到需要的位置。
注意:空走和后退的功能可反复进行,直到割枪处于理想的位置。
在后退过程中,再次按下【F10】键, 系统停止运行。
当割枪处于理想的位置后,再次按下“启动”键,如果当前切割代码行是 G01 或 G02 或
G03,系统会在执行这些程序前先进行自动穿孔(也就是激光穿孔),然后继续运行当 前程
序,如果当前行不是 G01 或 G02 或G03,则系统直接执行当前行程序。
后退速度和前进速度是同一个速度,是和切割速度分开设置的,在F4参数设置-F1全局参数
中的“前进 /后退速度”设置。
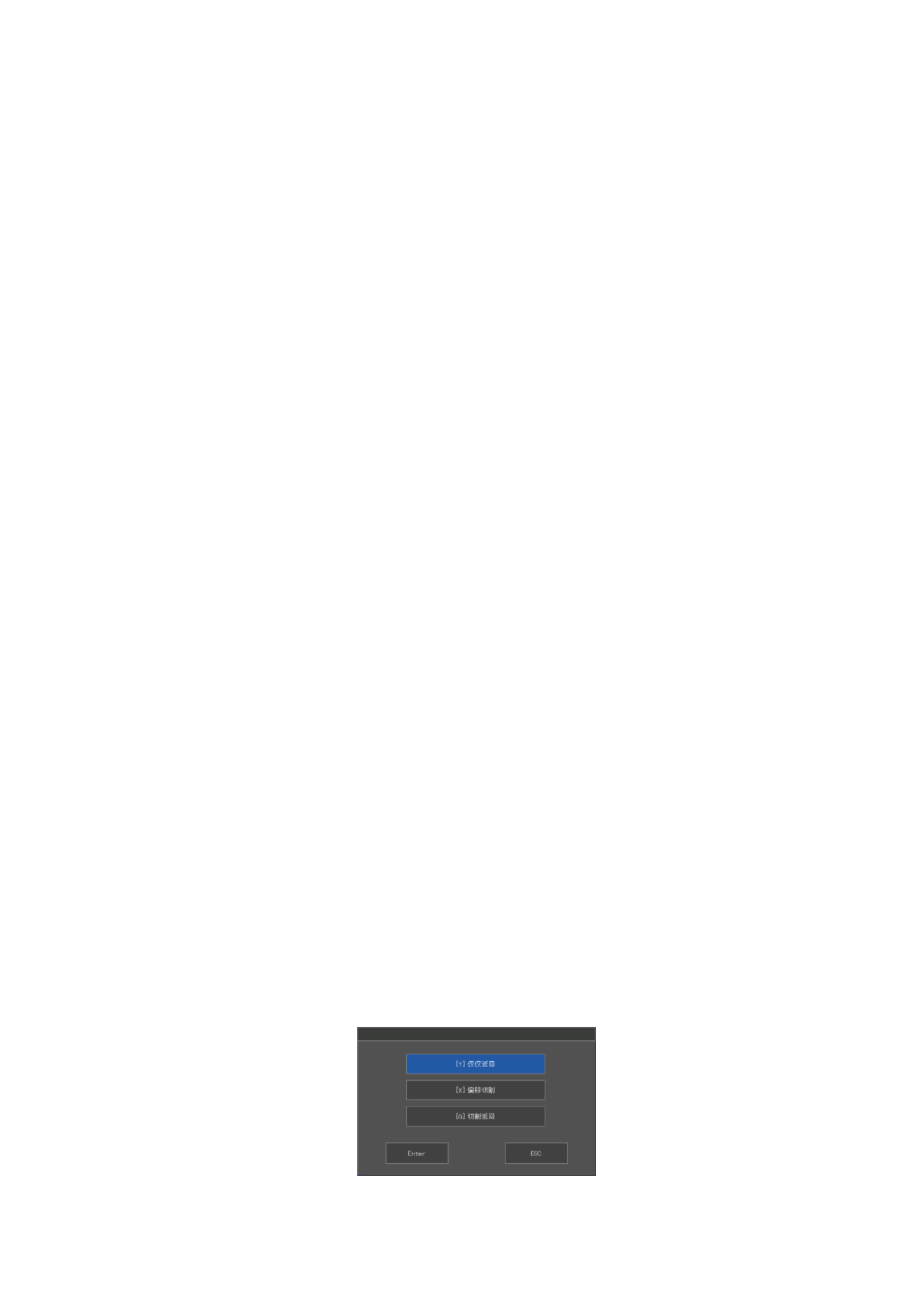
3.3 切割返回/偏移切割 /仅仅返回
当割枪处于当前加工工件的实际路径以外位置时,例如切割中手动移枪到别的地方,再
次按下启动键后,会出现图 3.3 提示:
图 3.2
偏移切割返回
110
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")

 方菱激光系统L5210H使用说明书")