
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- 方菱激光系统L5210H使用说明书.pdf
- Page 89 of 110
第十章 代码说明
F4000 系列数控切割系统使用手册
▲
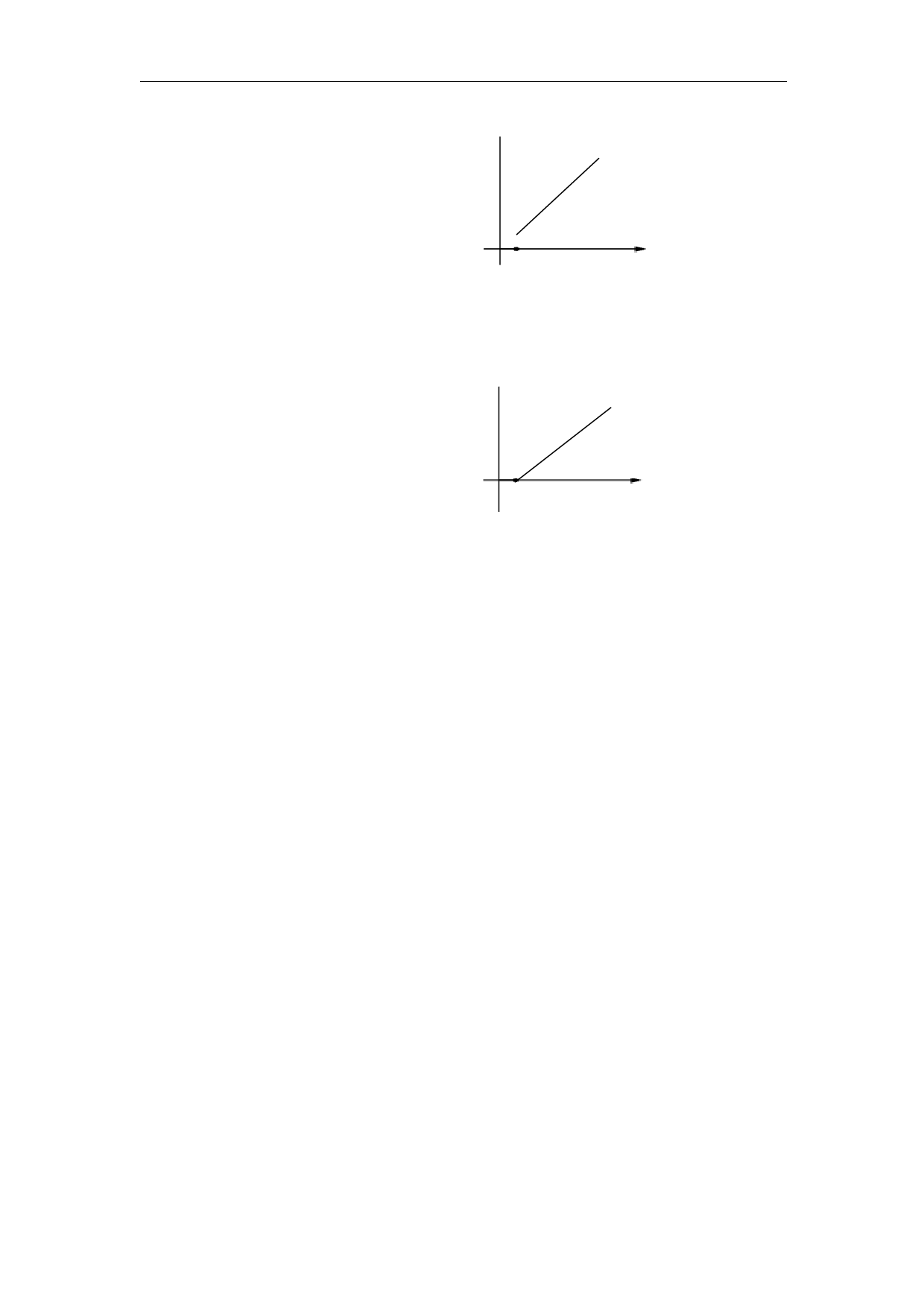
G92 X0
// 参考点
Y0 G90
(0,0) // 绝 对
G00 X20 Y0 坐 标
M07
//快 速 移 枪 到 (20,0)
G01 X120 Y100 //穿 孔 固 定 循 环
M08
//切割到(120, 100)
M02
//关 切 割 固 定 循
环
(20 ,0)
图 13.2 G90 用法
(120 ,100)
●
b. G91 用法
G92 X0 Y0
(0,0)
// 参考点
G91
对坐标
// 相
G00 X20 Y0
(20,0) M07
//穿孔固定循环
//快速移枪到
G01 X120 Y100 //切割到(120, 100)
M08
//关
切割固定循环
M02
▲
(20 ,0)
(140 ,100)
●
图 13.3 G91 用法
3.
G20/G21
格式:
G20/G21
G20 英制单位。G20 后出现的所有X ,Y ,I,J ,R ,U ,V 都是英制单位。
G21 公制单位。G21 后出现的所有X ,Y ,I,J ,R ,U ,V 都是公制单位。
注意:
若代码中没有出现 G20/G21,则默认为公制单位。
英制和公制的换算公式是: 1 英寸≈ 25.4mm。
4.
G00 空程移动
本指令表示快速移枪到指定位置,系统按“ 空程移车速度*倍率” 的速度从起点快速移动
到指定位置。
格式:
G00 X/Un Y/Vn [Fn]
参数含义:
Fn – 空程限速。
Un – 终点X 坐标相对于当前段起点的位移;
Vn – 终点Y 坐标相对于当前段起点的位移。
(在相对坐标系中)
112
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")
 方菱激光系统L5210H使用说明书")

 方菱激光系统L5210H使用说明书")