
BM109 SERIES 1.5KW Auto-Focusing Laser Cutting Heads
2 Machinery Installation
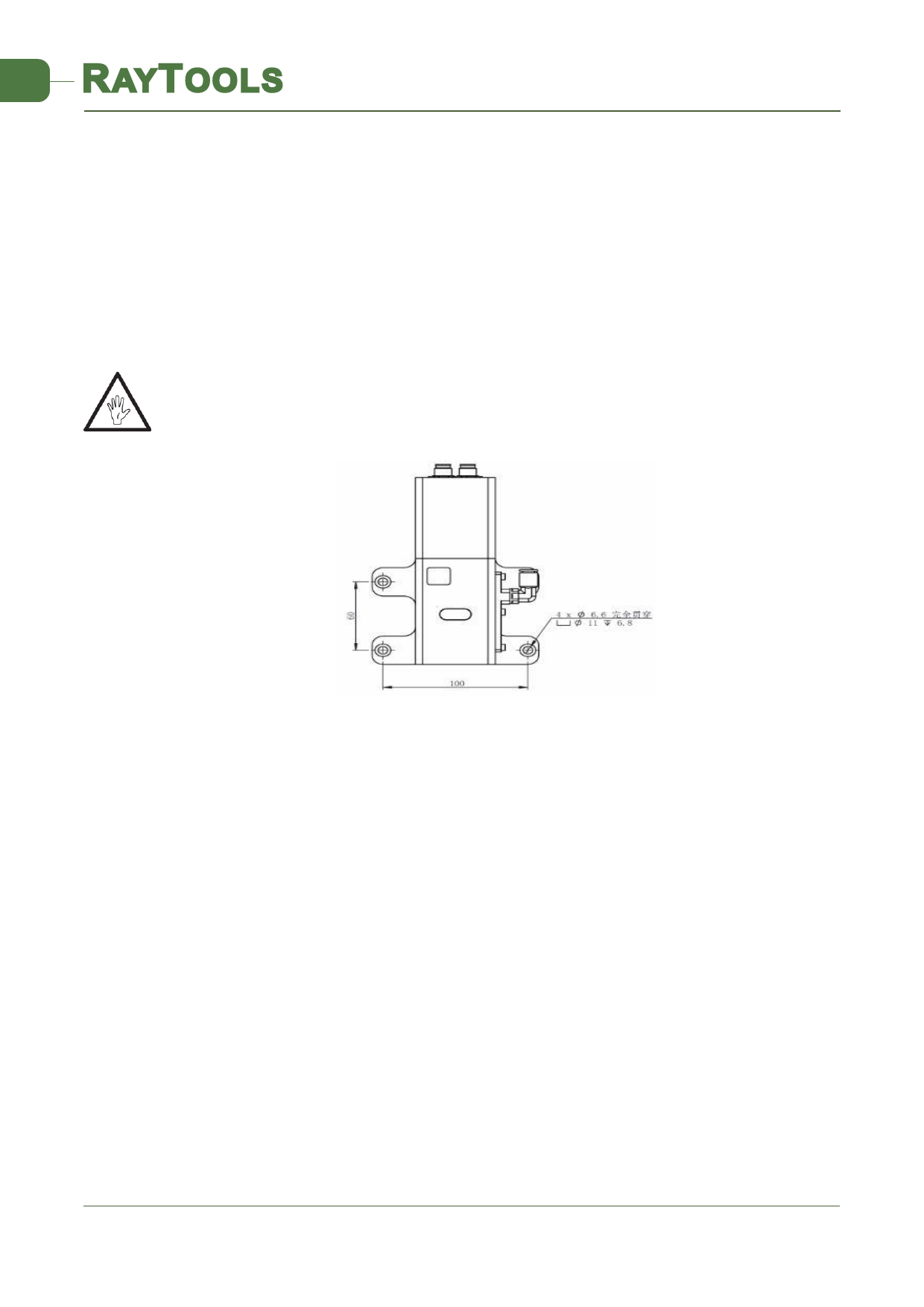
2.1 Hole Site installation
BM109 laser machining head and the fixed mounting hole size and position of the machine
tool are shown in Figure 3.1. Customers are advised to install the laser head perpendicular to
the machined surface as requested and make sure the laser head is locked, which is one of the
premises to ensure the follow up sable cutting effect.
CAUTION: the Z-axis sliding base for fixing laser processing head should be connected with
machine tools and keep a good grounded.
Figure 3.1 - Hole site installation
2.2 Connection of Water Pipe and Gas Pipe
2.2.1 Water-cooled Interface
BM109 laser processing head has 2 sets of water-cooled channels which direction of water
entry and exit can be arranged arbitrarily. It is important to note that when the laser power is
greater than 500 watt hours, it is recommended to use water-cooling. As you can see from Figure
3.2, the position and amount of the water-cooled interface, and the right table details the
recommended flow velocity.
V1.0
RayTools AG © Copy Right
6 | 24
www.raytools.net
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")
 RayTools BM109 Series 1500W Auto-Focusing Laser Cutting Heads User Manual")