
BCS100 独立式电容调高器
16
参数名称
含义
丝杆螺距
转速上限
速度增益
每转脉冲数
设置使用的传动机构每转的行程,如丝杆,则为丝杆螺距(导
程)。理论上,使用的丝杆导程越大,Z 轴的运行速度越快,推
荐使用 5~10 毫米导程的滚珠丝杆。
设置伺服电机允许的转速上限,根据电机及负载特性设置。一
般不超过 4500 转/分。
设置每伏对应的实际转速。需与驱动器中设置的参数一致,推
荐值为每伏对应 500 转/分。
设置伺服电机每转编码器反馈的脉冲数。需与驱动器中的参数
一致。
伺服方向
设置伺服的旋转方向,默认为 0
编码器方向 设置编码器脉冲反馈的方向,默认为 0
伺服类型
0 代表松下 A5、三菱 J3、富士 A5 系列的伺服。1 代表安川Σ
-V、施耐德 Lexium23D、台达 ASDA 系列的伺服。2 代表东元 JSDEP
系列的伺服。不同的伺服,零速箝位的原理、输入输出信号的
逻辑及系统控制参数均不同。
限位输入逻辑 设置限位输入口(IN5~6)的逻辑(0:常开/1:常闭)。
通用输入逻辑 设置通用输入口(IN1~4)的逻辑(0:常开/1:常闭)。
IO 控制模式
若设置为 0,IN1 有效则开跟随,无效则关跟随。若设置为 1,
IN1 无效后,需要把 IN3 设置为有效才上抬。(使用网络通讯方
式时,该参数被忽略)设置为 3 时,IO 控制功能被关闭。
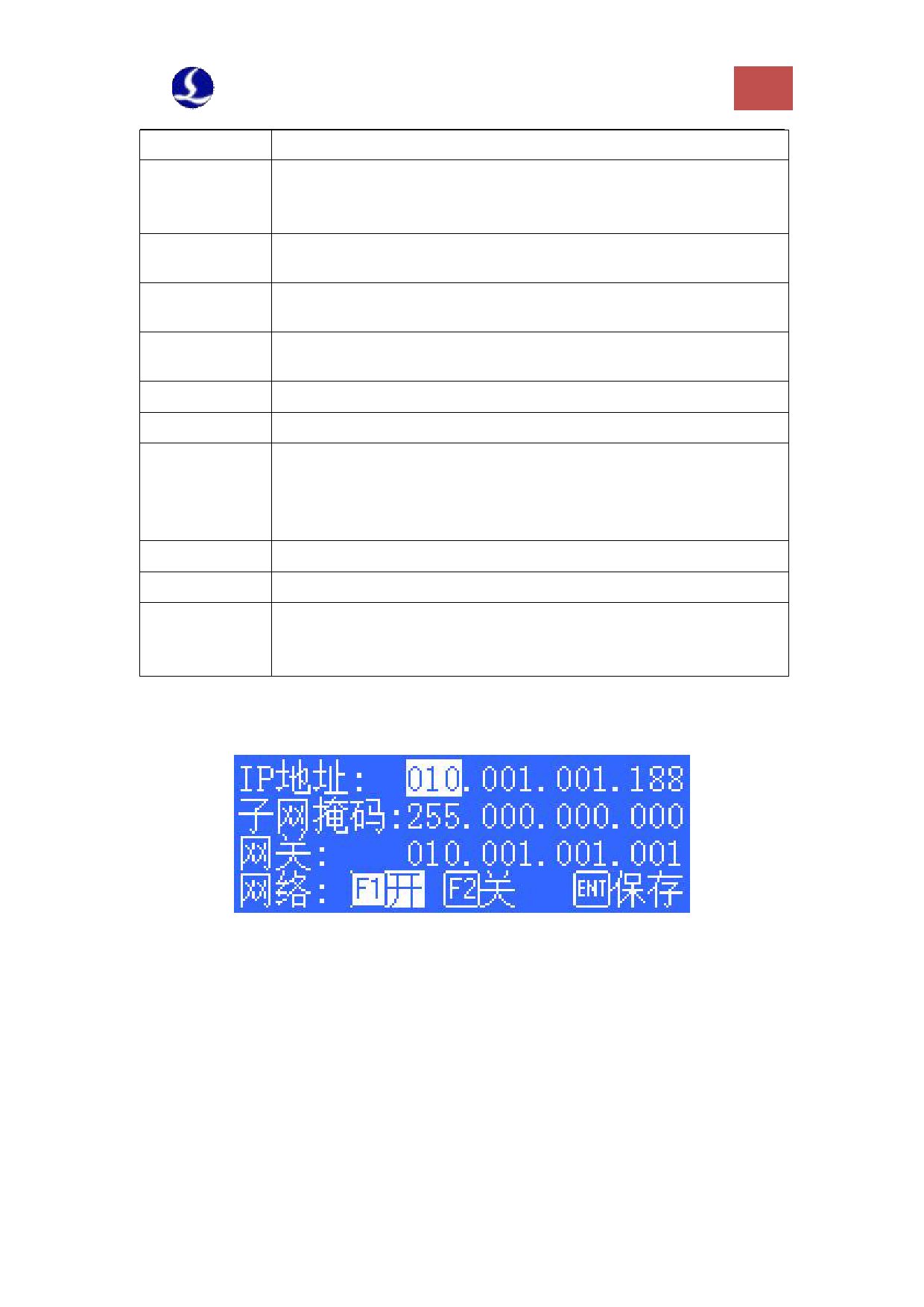
2.5.6 网络设置
按<6>进入【网络设置】界面,如下图所示:
当使用我公司的 CypCut 激光切割软件时,通过网络可方便的实现上抬任意
高度,蛙跳上抬,分段穿孔,飞行光路补偿等高级功能。具体参见 CypCut 软件
的说明。不使用 CypCut 软件的用户请关闭网络功能,否则将导致开机过程较慢。
网络连接时,推荐将 PC 和 BCS100 通过交叉线连接。PC 端的 IP 地址要与
BCS100 设置在同一网段内(10.1.1.xxx,不能与 BCS100 重复)。网关也同样需
要设置在该网段,且最后一个数字为 1,如 10.1.1.1。如下所示:
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")
 BCS100 独立式电容调高器用户手册V3.3")