
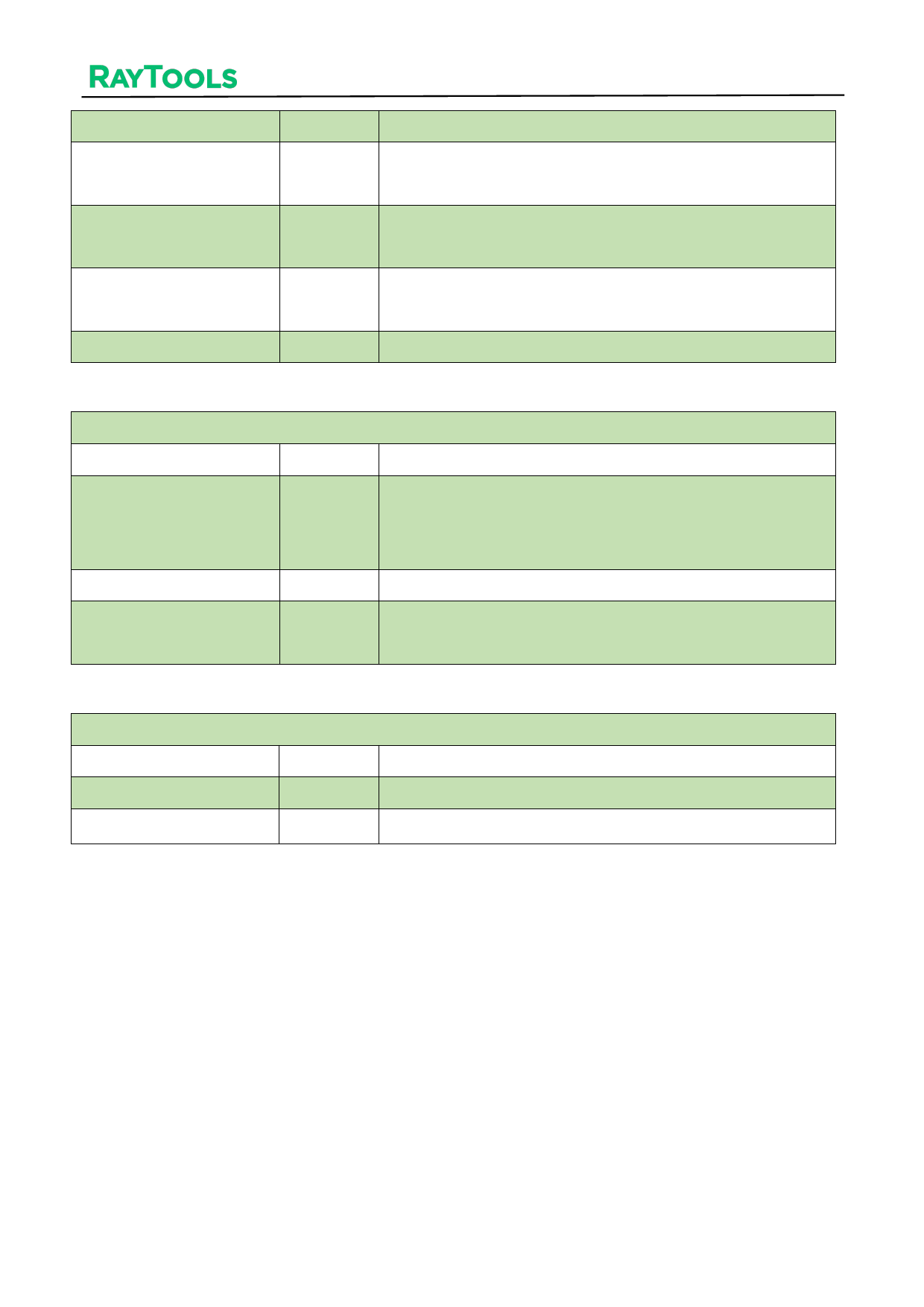
切割碰板延时
空行碰板延时
预碰板高度
边缘随动防碰板
XC3000S 系列激光切割系统用户手册·
100
50
0.1
关闭
割。
切割时,碰板信号持续时间大于此值才会报警停止切
割。
空行时,碰板信号持续时间大于此值才会报警停止切
割。
当前高度小于此高度时,便认为碰板信号已经触发了;
此功能为了保护喷嘴,建议默认值即可。
开启后切割头在板材边缘时,防止抖动和碰板。
参数名
速度
加速度
加速时间
默认值
1.8
5000
100
自动速度
备注
限制机床的最大速度,当指令速度大于此速 度,以此
速度为准,一般使用电机最大转速 及螺距来计算最大
速度。
切割时的加速度。
切割时的加速时间,此值越大,加速越慢,对机床冲击
越小;此值越小,加速越快,对机床冲击越大。
参数名
手动慢速度
手动快速度
默认值
1.2
3
手动速度
备注
手动控制轴移动时,轴的速度。
快速模式下,手动控制轴移动时,轴的速度。
5.13 润滑
单击数控分页下的“润滑”按钮,弹出润滑设置对话框,可查看距离下次打油时间还有多
久,也可点击“立即打油”给机床立即润滑。如下图所示:
90
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")