
XC3000S 系列激光切割系统用户手册·
本软件功率控制曲线以样条曲线方式拟合,横坐标为速度,纵坐标为激光输出,具有较高
的平滑性。读者可在上方的标签页选择三种曲线的编辑界面,下面以上图为例:当速度为 0% 时
占空比为 50%,速度为 20%~30%时占空比为 60%,速度为 60% 时占空比为 90%,速度为
90% 时占空比为 100%。例如加工工艺中,切割速度为 10m/min,占空比为 100%;当切割
速度为 2~3m/min 时,占空比为 60%;当切割速度为 9~10m/min 时,占空比为 100%。软
件默 认的功率曲线可满足大部分常规加工需求,因此客户可在软件默认曲线基础上做微调即可。
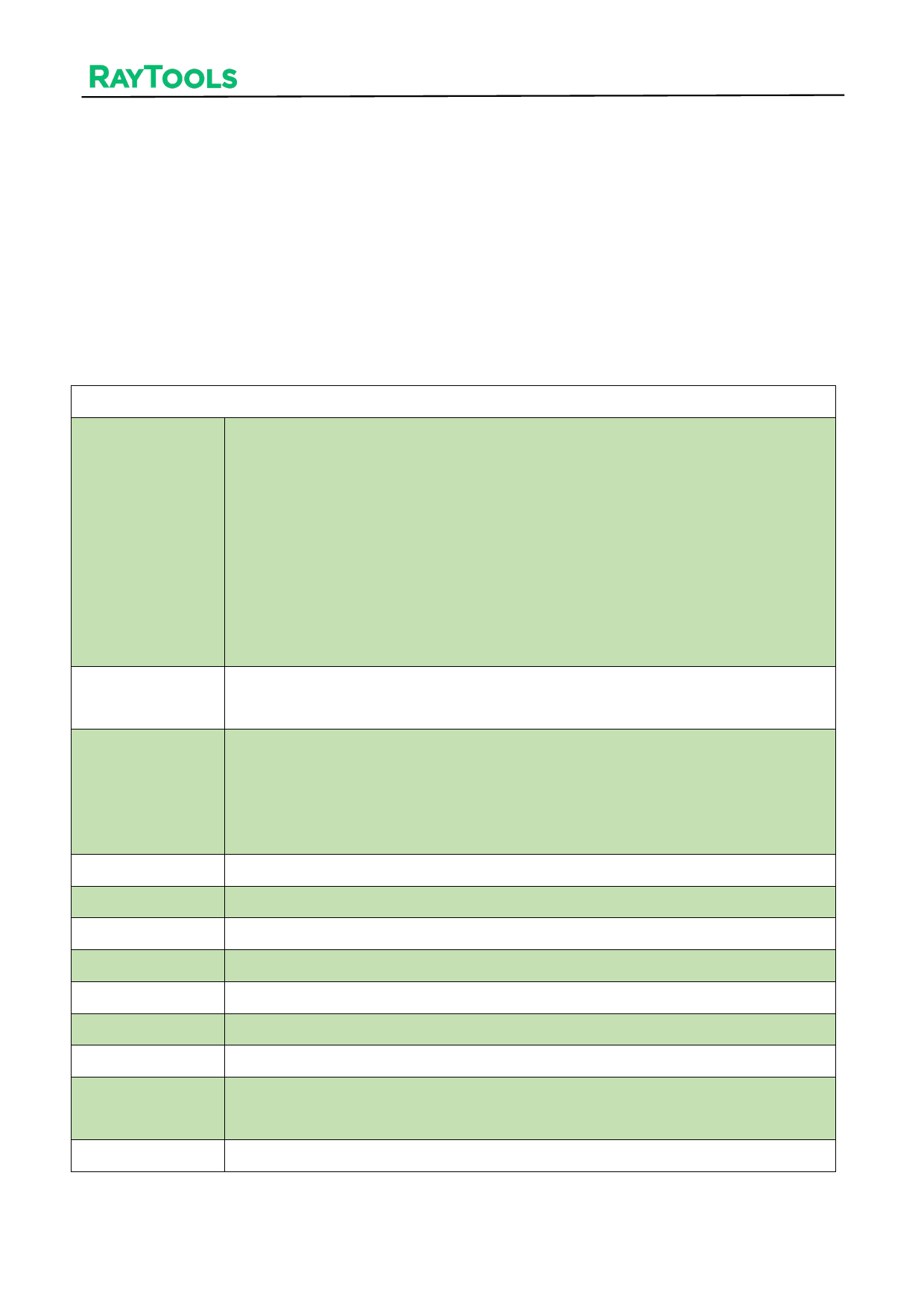
3.8 穿孔
无感穿孔
穿孔等级
穿孔类型
穿孔时间
穿孔高度
穿孔气体
穿孔气压
侧吹气压
穿孔功率
穿孔频率
占空比
起点焦点
穿孔参数
勾选无感穿孔,则开启无感穿孔。
穿刺高度:设置无感穿孔喷嘴距离板材的高度。
穿刺时间:设置无感穿孔的时间 。
穿刺焦点:设置无感穿孔的焦点 。
激光调节:勾选开启无感穿孔的出光参数。
功率:设置无感穿孔时的激光功率。
占空比:设置无感穿孔时的激光占空比。
频率:设置无感穿孔时的频率。
穿孔动作从第五级到第一级依次向下,不可跨级勾选。依次穿孔顺序是五
级-四级-三级-二级-一级
分段穿孔:穿孔期间,切割头距离板材高度不变 。
渐进穿孔:穿孔期间,切割头高度会匀速运动到下一级穿孔高度 。
闪电穿孔:穿孔期间,切割头距离板材高度不变,可设置频率与占空比匀
速变化。
设置穿孔时间。
穿孔时,喷嘴距离板材的高度。
设置穿孔时的辅助气体类型,可选空气、氧气、氮气三种辅助气体。
设置穿孔时辅助气体的压力大小。
穿孔时,喷嘴冷却气体的出气压力。
设置穿孔激光器的出光峰值功率。
设置穿孔出光频率。
设置穿孔时激光器的出光占空比,即一个出光周期内出光时间与总时间的
比值,值越大,出光平均功率越高,100%可认为平均功率等于峰值功率。
设置开始穿孔时的焦点位置。
61
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")