
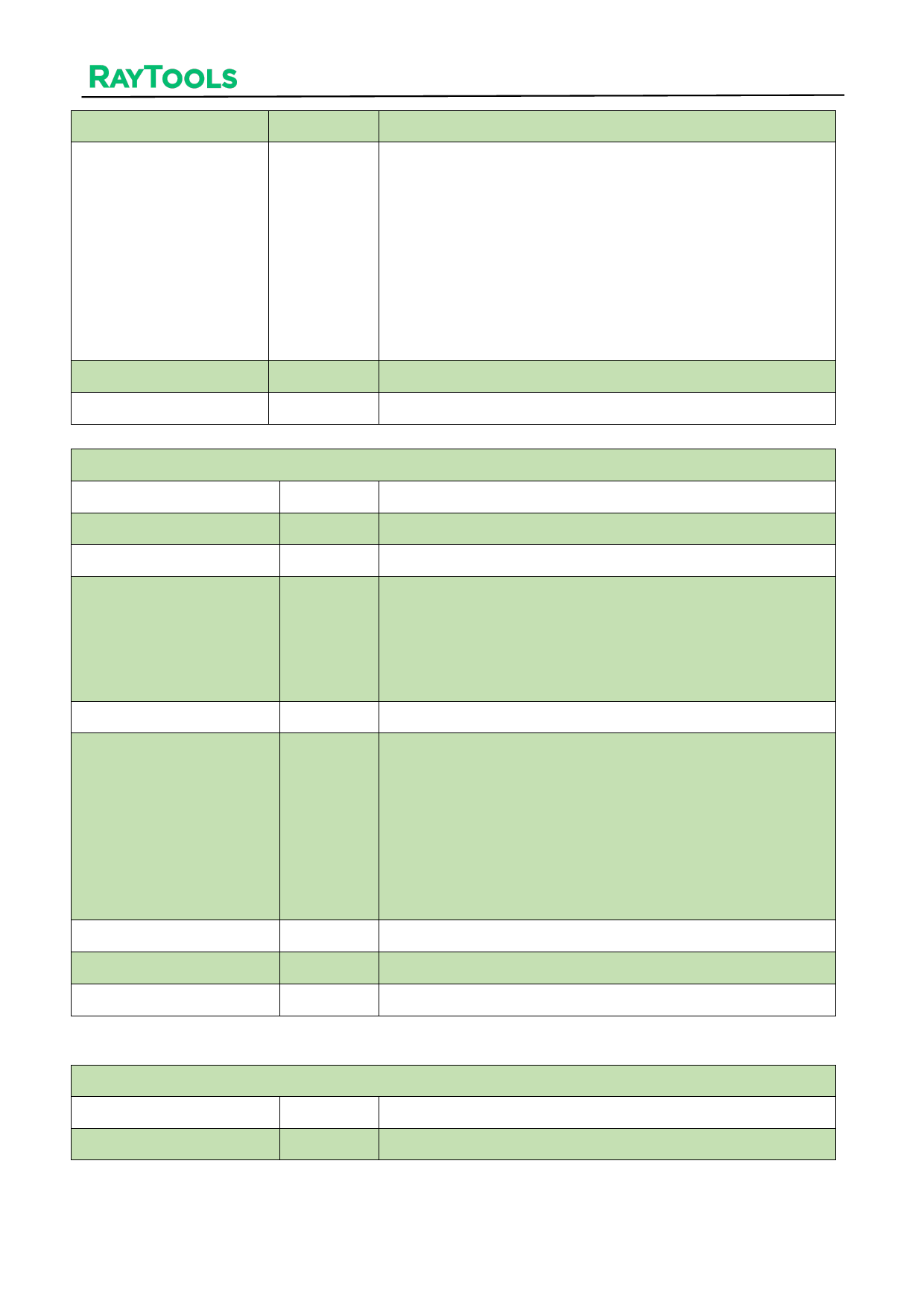
开启蛙跳
蛙跳起跳高度
最大蛙降距离
XC3000S 系列激光切割系统用户手册·
开启
0
20
轮廓起点位置。
开启:切割完一个轮廓空行到下一个轮廓时,切割头会
边上抬边移动;快到切割位置时,切割头会提前随动向
下,以加快加工效率
关闭:切割完一个轮廓空行到下一个轮廓时,切割头会
先上抬,上抬结束后,移动到下一个轮廓切割起始位置
后,切割头才会随动向下,以减小撞板风险,保护切割
头。
蛙跳空走时的起跳高度
蛙跳时最大下降距离
参数名
随动等级
随动速度
直接随动最大高度
实时标定
标定向下电容跳变值
到位宽度
伺服系统反馈延时
高度传感器延时
默认值
7
18
5
勾选
1000
0.2
5
10
随动参数
备注
默认即可,一般无需修改。
随动向下的最大速度。
随动高度如果大于这个值,切割头会先随动到离板材
1mm 的位置,之后上抬至随动高度,此时随动处于关
闭状态,以确保高度的准确。随动高度如果小于这个值,
切割头会直接随动到跟随高度,以加快切割效率。
按照设定时间进行算法优化,标定电容数据更准确。
当标定时碰板信号的方式选择电容跳变时,此值生效。
参数定义:在标定时,切割头寻找板材的过程中,本周
期的电容值与上一周期(1ms 前)的电容值的差值绝
对值如果大于这个值,则认为切割头已经碰板了,这个
时候切割头向上移动,开始标定记录电容值与高度的关
系。
判断随动是否到位的高度范围。
可通过自整定来自动测量和调整延时。
可通过自整定来自动测量和调整延时。
参数名
穿孔碰板延时
默认值
200
碰板参数
备注
穿孔时,碰板信号持续时间大于此值才会报警停止切
89
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")
 RayTools XC3000S 系列激光切割系统用户手册")