
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- CypCut激光切割软件用户手册V6.6.pdf
- Page 71 of 80
70 / 80 柏楚 CypCut 激光切割控制软件
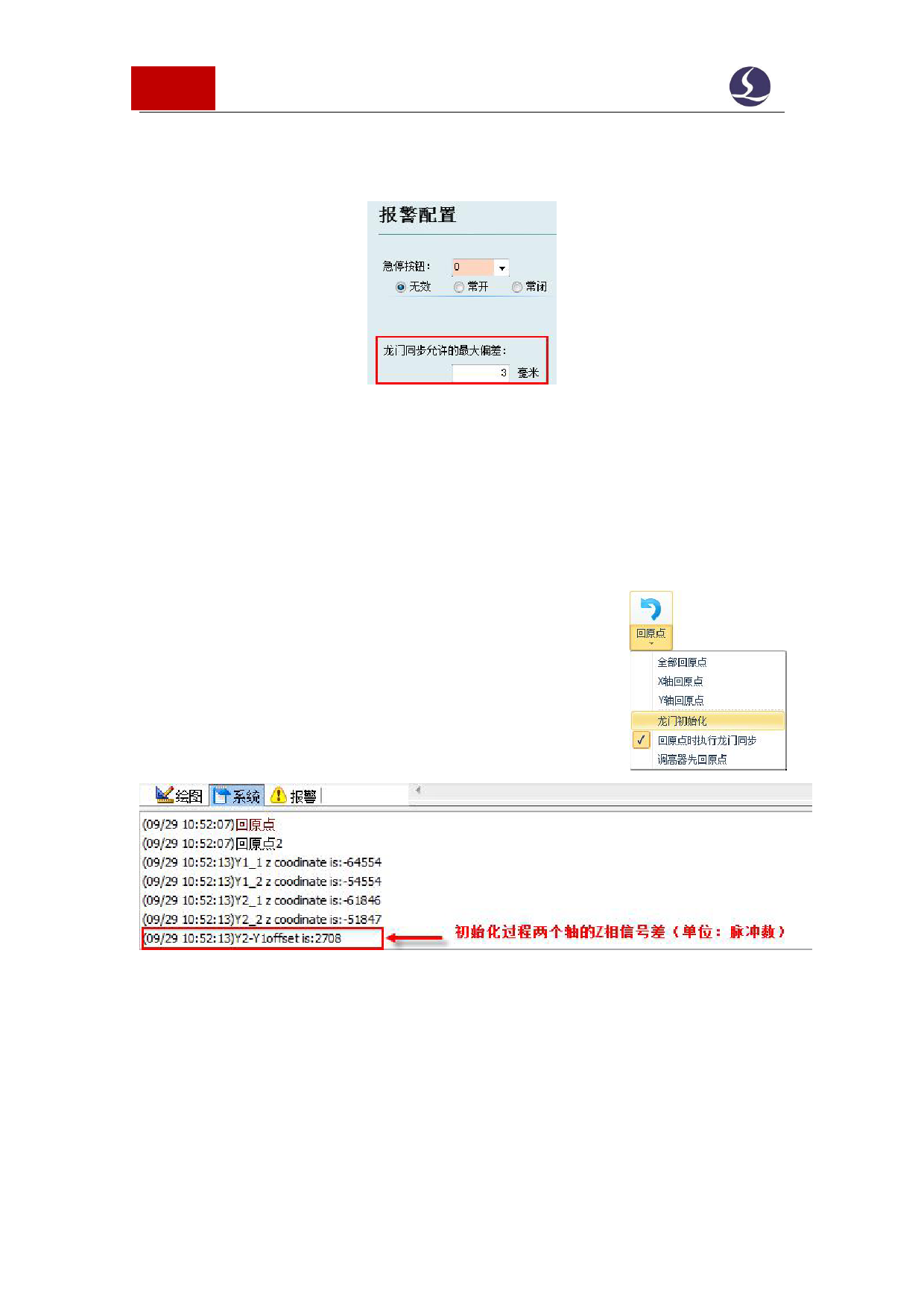
3)平台配置工具->报警->输入“龙门同步允许的最大偏差”值。当横梁受到剧烈冲撞
或者扭曲严重使偏差超过这个数值时,需要重新检查机械。您可以根据机床实际情况修这
个值。
6.2.2 龙门初始化和同步
为防止龙门同步功能有误,请在龙门初始化之前确认以下几条:
1. 机床横梁已经矫正无误。
2. 机床能够正确运动且方向正确。
3. 原点信号配置正确且有效,使回原点过程正常执行。
4. 15 芯线的 Z 相信号接口焊接正确(5 号口对应 Z+,13 号口对应 Z-)。
5.编码器反馈脉冲数设置正确。可以在诊断窗口中手动发送脉
冲观察编码器反馈来检测。
进入软件后,单击“数控”分页“回原点”下拉菜单中的龙门
初始化,如右图:
输入密码确定以后机床会回原点,之后龙门轴会向正方向运动
找到两个 Z 相信号。动作完成以后,在软件下方的系统消息窗口会
显示 Z 相信号的位置和两个轴的 Z 相信号差(Y2-Y1 offset):
完成龙门初始化后勾选上“回原点时执行龙门同步”,输入密码确认。
选中后执行“回原点”或者“Y 轴回原点”过程时将检测 Y1 和 Y2 轴的 Z 相信号值,计
算出偏差并且进行补偿,Z 相信号和补偿值(Y2 compensate)也会显示在软件的系统消息
窗口。
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")