
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- CypCut激光切割软件用户手册V6.6.pdf
- Page 43 of 80
42 / 80 柏楚 CypCut 激光切割控制软件
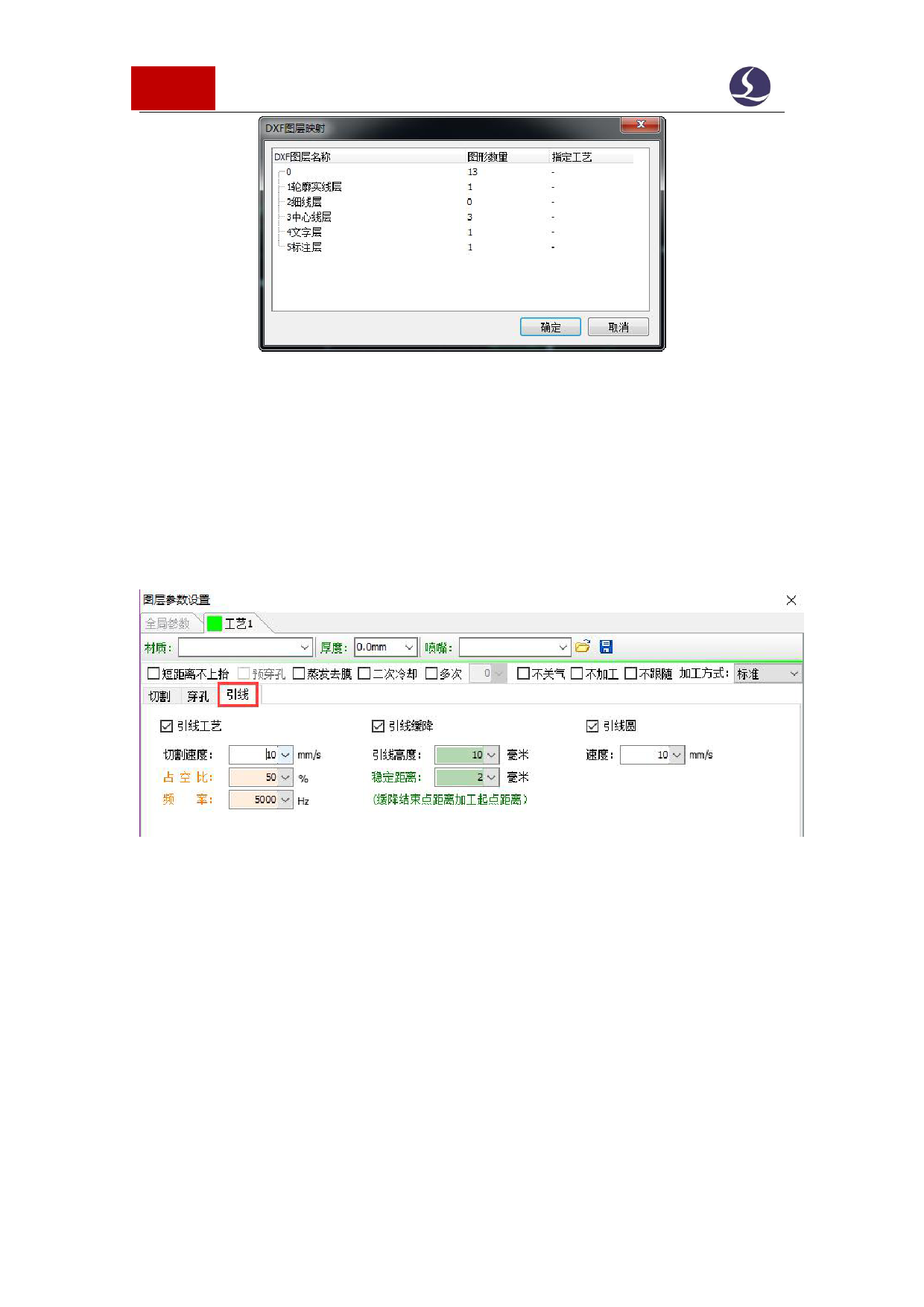
3.13.4 引线缓降
加工厚不锈钢时,穿孔过程会产生大量的等离子云,这些等离子云会吸收激光的能量,
降低切割能力,而且喷嘴在切割高度下很难将其吹除。因此必须采用特殊的引线工艺 ,穿
孔完成之后,切割头先在高处将等离子云吹散,同时水平方向的加工通过降速来弥补高度过
高带来的气流损失,保证切透板材.
在切割厚板时,可以在图层参数单独设置引线工艺,包括切割引线的速度功率,引线
缓降的高度和稳定距离。
引线切割动作说明:
1. 先在引线起点执行穿孔动作;
2. 穿孔结束后上抬到引线高度;
3. Z 轴开始缓降至切割高度,同时 XY 轴使用引线切割速度慢速切割至稳定距离位
置;
4. 在切割高度切割稳定距离之后开始切割轨迹。
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")

 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")

 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")