
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- CypCut激光切割软件用户手册V6.6.pdf
- Page 63 of 80
62 / 80 柏楚 CypCut 激光切割控制软件
5.3 PLC 过程
单击“数控”分页下“ ”按钮,您可以自定义 PLC 过程并执行它们。
注意:不恰当的修改可能导致严重的后果!若有需要请联系我司技术人员。
5.4 回原点
5.4.1 返回机械原点
您可以通过单击“数控”分页“ ”或选择其下拉选项中“全部回原点”使激光头
返回机械原点,重置机械坐标系,详情可见“坐标系”一节。您也可以选择下拉选项中“X
轴回原点”或“Y 轴回原点”使单个轴单独回原点。回原点时,如果勾选了“调高器先回原
点”或“电动调焦也回原点”,会进行相应的回原点动作。
5.4.2 龙门同步
在双驱龙门机床的使用过程中,由于两个 Y 轴安装不平行、
摩擦力和负载不同等各种原因,机床在运行一段时间以后可能
出现横梁变歪的问题,影响加工精度。龙门同步功能通过记录
和监测回原点时 Y1 和 Y2 轴的 Z 相信号位置判断并自动调整横
梁的垂直度。
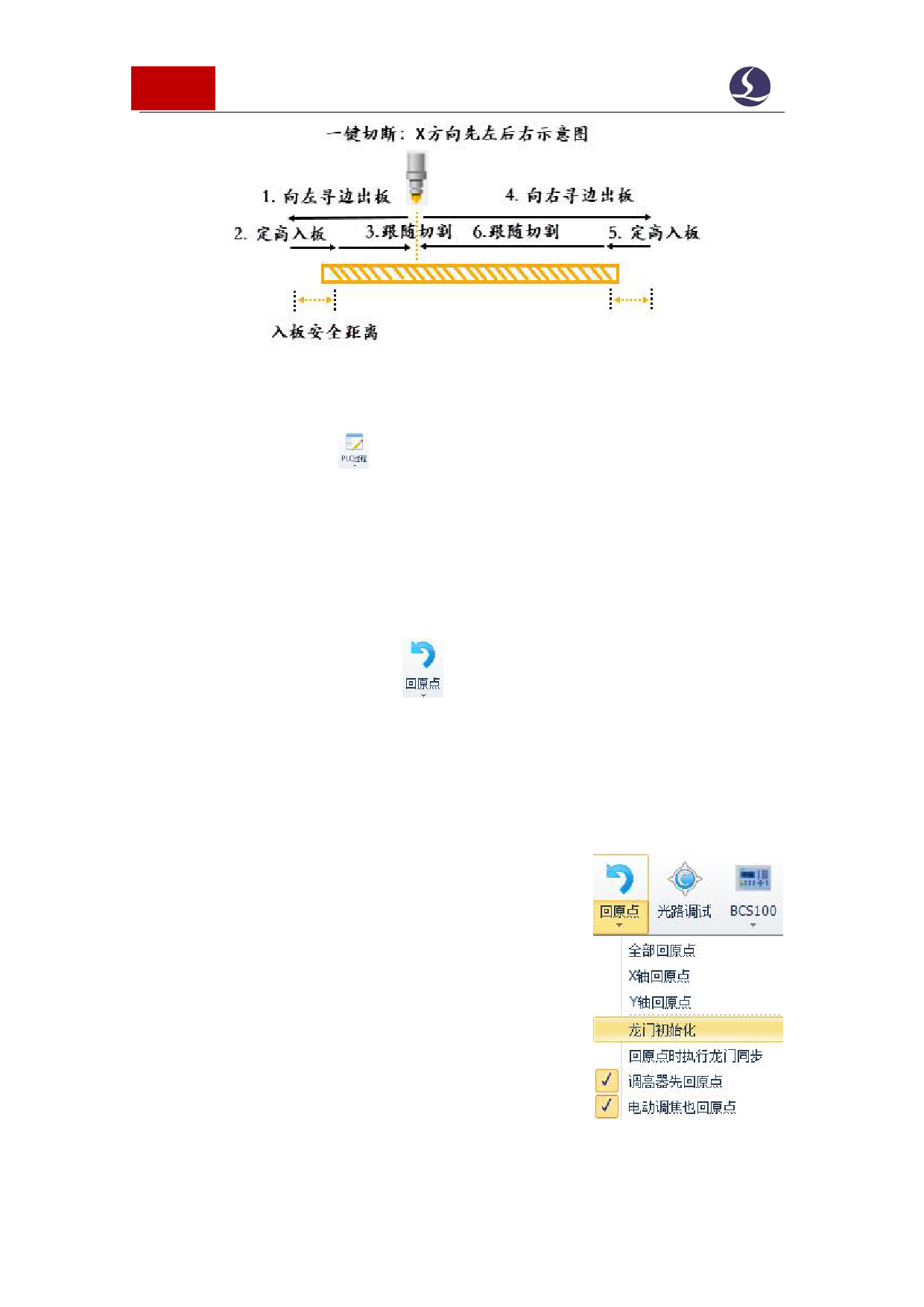
单击“数控”分页“原点”下拉三角形,选择“龙门初始
化”,如右图:
在完成龙门初始化以后勾选上“回原点时执行龙门同步”,
输入密码确认。相关补偿信息会显示在软件的系统消息窗口。
注意:在机床机械进行过调整后,一定要重新进行一次龙
门初始化。
具体操作步骤及注意事项详见附录。
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")
 CypCut激光切割软件用户手册V6.6")