
金橙子 Ezcad 设计加工软件用户使用手册
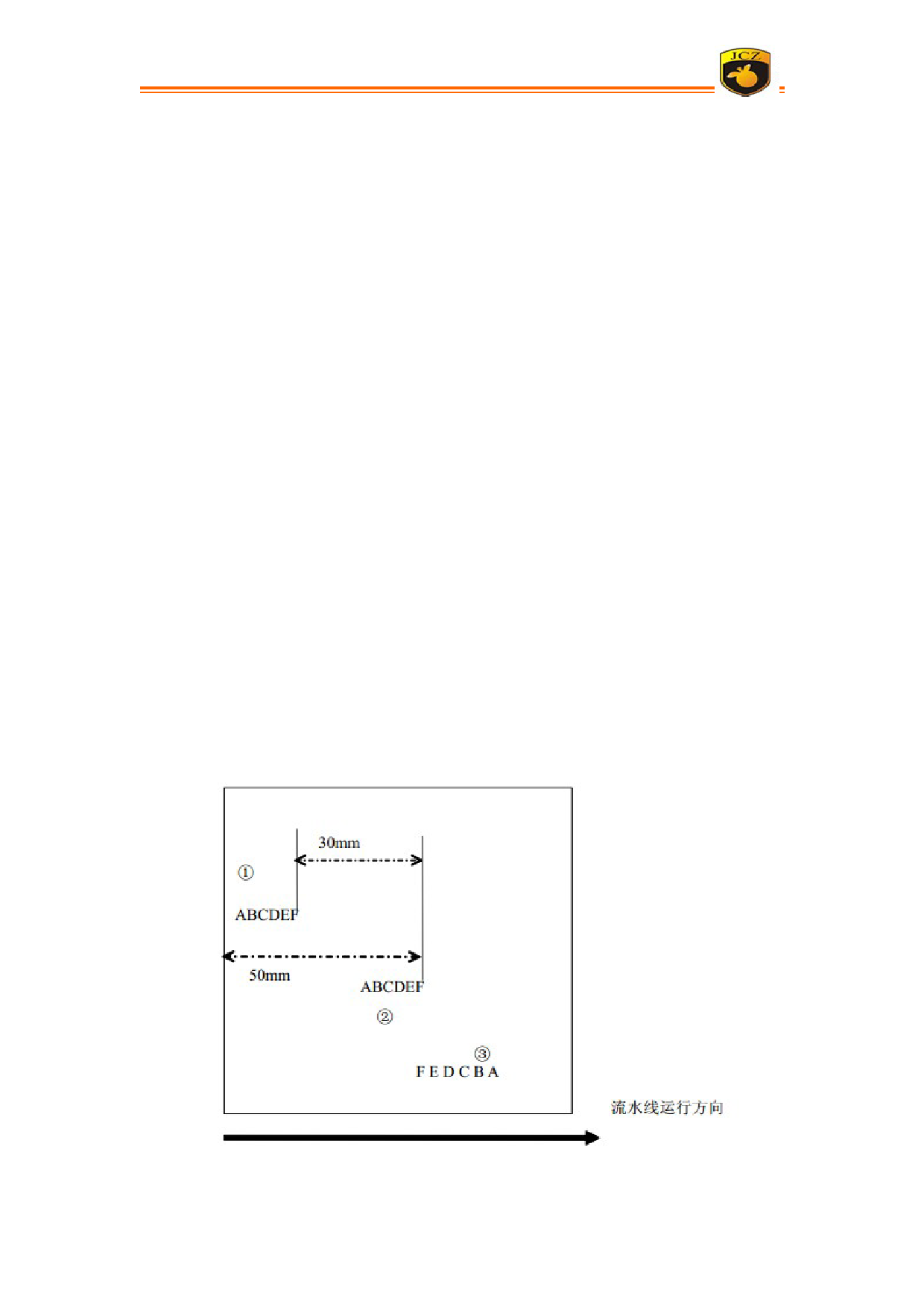
向由左至右时,我们软件会按照从右至左的顺序打标该字符串(即打标的顺序为
FEDCBA)。由于流水线在运动,因此实际振镜打标的位置可能如 3 所示。也就是说,
振镜一边在跟踪着流水线的运动,一边在进行加工处理。在 3 中,各个字符之间
的间距(即实际振镜跳转的距离)是跟流水线的速度相关的,当速度加快时,这个
间距会变大(实际加工时,每一个字符中的每一笔线段都是追踪着的,图中仅为
示意图)。可以看到,最后一个字符 A 是最靠近振镜打标区域的边界了。当流水线
的速度增加到一定程度时,有可能使得 A 字符超出了打标的区域。因此,在 2 的方
式下,加工的范围实际是从 F 字符到振镜右边界的范围。此时如果需要提高流水
线的速度,可以采用 1 的方式,即把绘制的图形向左移动,此时,加工的范围将在
2 的基础上增加了 30mm。因此,在整个打标时间内,流水线可以多移动 30mm 的距
离。但这种方式有一个缺陷,即图形的左边界不能超出打标区域的边界,即 A 字
符不能超出图中左侧边线。因此,实际最大可加工的范围应该等于振镜加工范围
(比如 100mm)减去该图形的长度,仍然不能利用振镜整体的加工幅面。
为了解决这个问题,在飞标参数中设置了一个“编码器固定偏移距离”的参
数。设置该参数后,打标卡将自动将软件传递的振镜位置参数叠加一个固定的偏
移。比如上图中,图形放置在 1 的位置,同时设置“编码器固定偏移距离”为-
30,其加工效果和图形放置在 1 的位置是相同的。在理论上,这个参数可以设定
的极限值,是从 2 图中 F 的右边界到加工区域的左边界,即图中 50mm。在此情况
下,实际最大可加工的范围等于振镜的可加工范围。该参数有正负的区别。上图
情况下,参数极限值可设置为负 50 毫米。(此时要确定流水线的速度足够快,以
免出现超出打标区域的情况)。
北京金橙子科技股份有限公司
200
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")