
金橙子 Ezcad 设计加工软件用户使用手册
图 10-34
红光指示输入端口:当该输入口有高电平时,会开始红光预览。
标刻输出端口:当系统进行标刻加工时会向指定输出口输出高电平。
开始标刻端口:当系统不在标刻状态时,如果指定输入口输出为高电平时,
系统会自动开始标刻。
开始信号脉冲模式:勾选此项表示软件处理开始信号为脉冲方式,即使为持
续电平的输入,软件也只读取一个脉冲。不勾选则处理输入口为持续电平。
标刻结束输出口:当系统加工结束后会向指定输出口输出信号。
脉冲信号:标刻结束后输出信号的时间
激光准备好输入端口:当该输入口有高电平时,激光器可以正常出光,如果
没有,点击标刻后,系统提示“laserisnoready”。
激光准备好输出端口:此端口根据激光系统状态来输出,设置此端口后会在
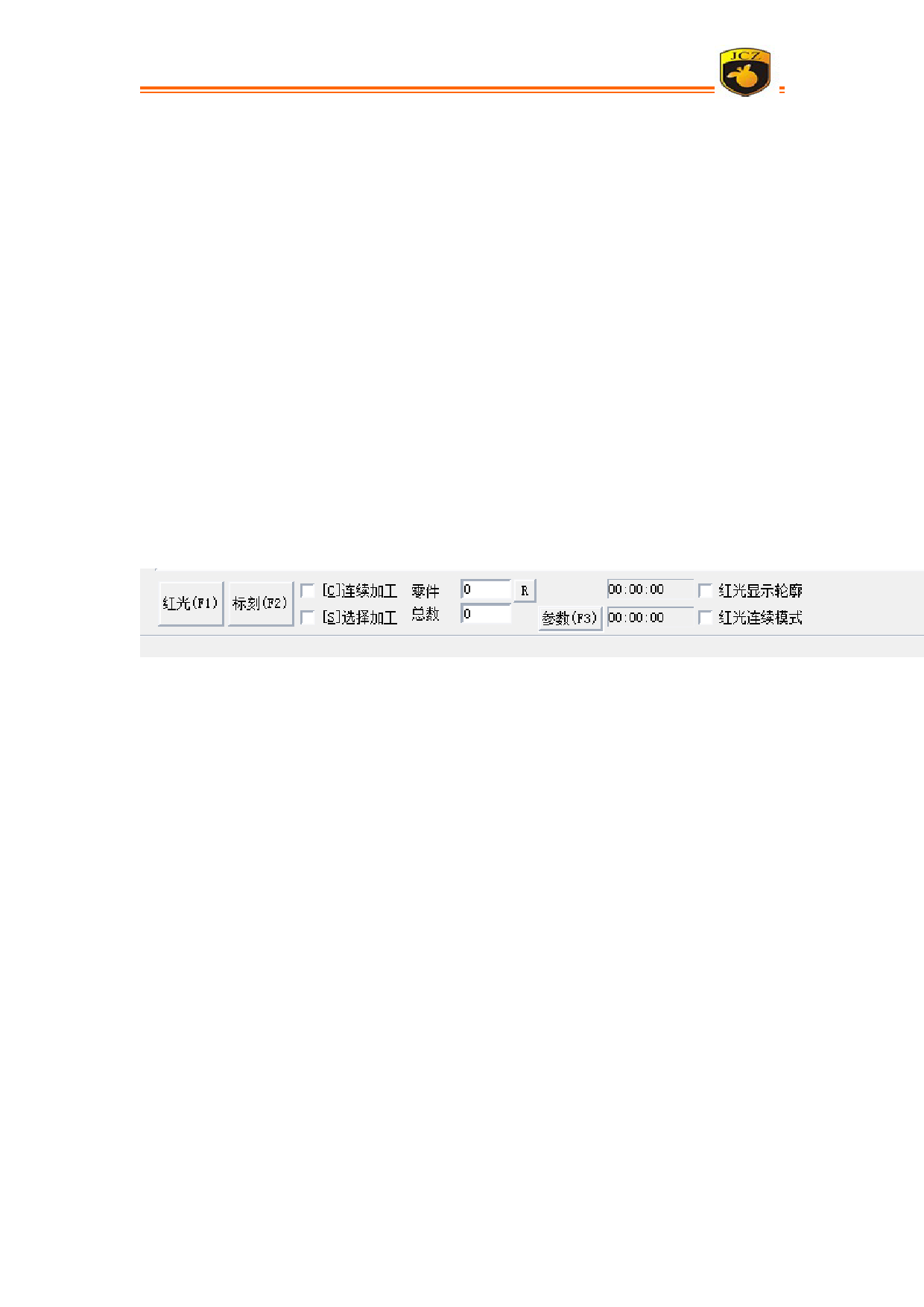
软件界面“参数”右方显示一个“准备状态”按钮,如图 10-35 所示
4)其他:
图 10-35
打开后如图 10-36 所示
开始标刻延时:每次开始加工时需要在延时指定的时间后才开始标刻。
结束标刻延时:每次结束加工时需要在延时指定的时间后才结束标刻。
最小功率延时:表示运动过程从没有激活到激活需要的时间。
最大功率延时:表示系统运行过程中,从未激活到激活,打标功率从 0%变到
100%所需的时间,系统延时此值后再进行下一步打标动作。当功率变化幅度小
于 100%时系统会自动按比例减小延时值。与“开始加工延时”一样,这两个参
数都是用来适应激光电源的响应速度,如果激光电源有足够快的响应时间,此值
可以设为 0。
最大频率延时:与“最大功率延时”一样,是用来适应激光器 Q 驱动器的响
应速度,如果 Q 驱动电源有足够快的响应时间,此值可以设定为 0。
北京金橙子科技股份有限公司
183
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")
 EzCad2.0软件操作手册")