
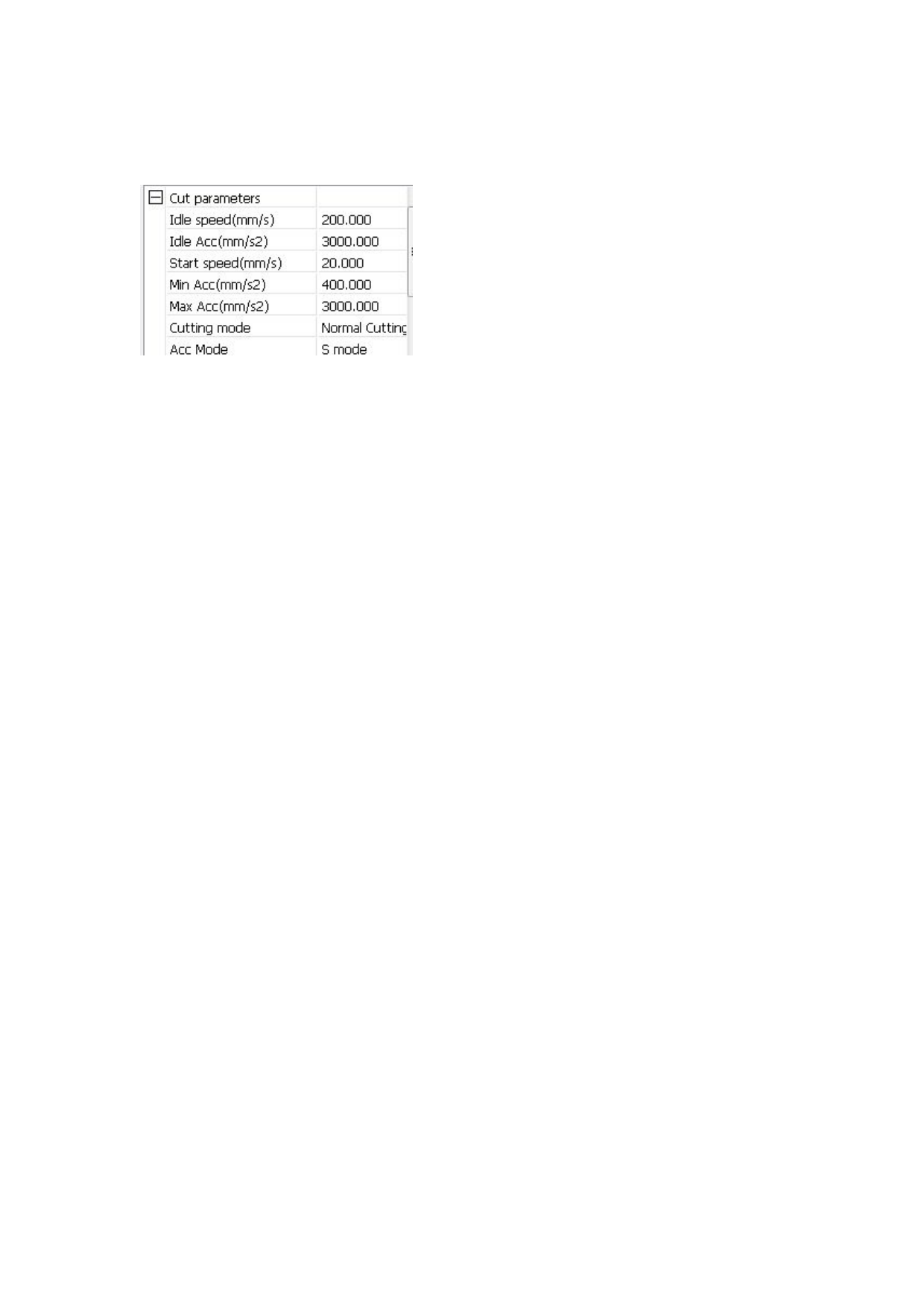
3.3.1 Cut parameters
Idle speed: this parameter decides the max. speed of all lines not emitting beams during the
operation of the machine. This parameter should not be lower than the lower of the jump-off speed
of the X-axis and that of the Y-axis and not exceed the higher of the max. speed of the X-axis and
that of the Y-axis, if the setting is illegal, the controller will automatically set this parameter within
the range above; a comparatively high idling speed can shorten the operation time of the entire
figure while excessively high idling speed may cause dithering of the tracks, therefore, you should
take all relevant factors into consideration when setting.
Idle Acc: Corresponds to the acceleration of the speed of air travel time, air and air-way-way
speed of acceleration to match, if you set too slow the actual speed may not reach the air-way set
value, if set too fast, they may not withstand the mechanical structure, resulting jitter . Slightly
higher than the general acceleration of air-way cut acceleration.
Cutting Acc: Corresponding to the acceleration of the speed of cutting (cutting speed is the speed
of the layer parameters of the layers).
Turning speed: Turning the corresponding deceleration in the cutting process, the minimum speed
of the drop, when processing a lot of teeth when the graphics may be appropriate to reduce the
turning speed.
Turning Acc: Should match with the turning velocity.
Cutting mode: Split precision cutting, fast cutting, ultra-fast cutting, the user can choose according
to the actual applications. Such as the emphasis on accuracy, select the precision cutting, such as
emphasizing speed, select the fast cutting.
Acc. mode: this parameter decides the acceleration and deceleration mode (S mode or T mode) of
the motor during operation, the motor accelerates and decelerates slowly and smoothly in the S
mode and fast and relatively unsmooth in the T mode; the default mode is the S mode.
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")
 User's Manual of Laser cut off line control system")