
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- CypOne激光切割软件用户手册V1.1.pdf
- Page 57 of 59
柏楚 CypOne 激光切割控制软件
56
6.3.3 调整空移加速度
可直接填写 ServoTools 软件计算出的最大加速度。或在加工加速度的基础上适当增加空
移加速度,如设置为加工加速度的 1.5~2 倍。要求空移时,伺服达到的最高力矩不超过 150%,
且机械结构在承受此加速度下,不会发生明显的形变、振动等。丝杆承受的空移加速度一般
不超过 0.5G。齿轮齿条一般不超过 2G。
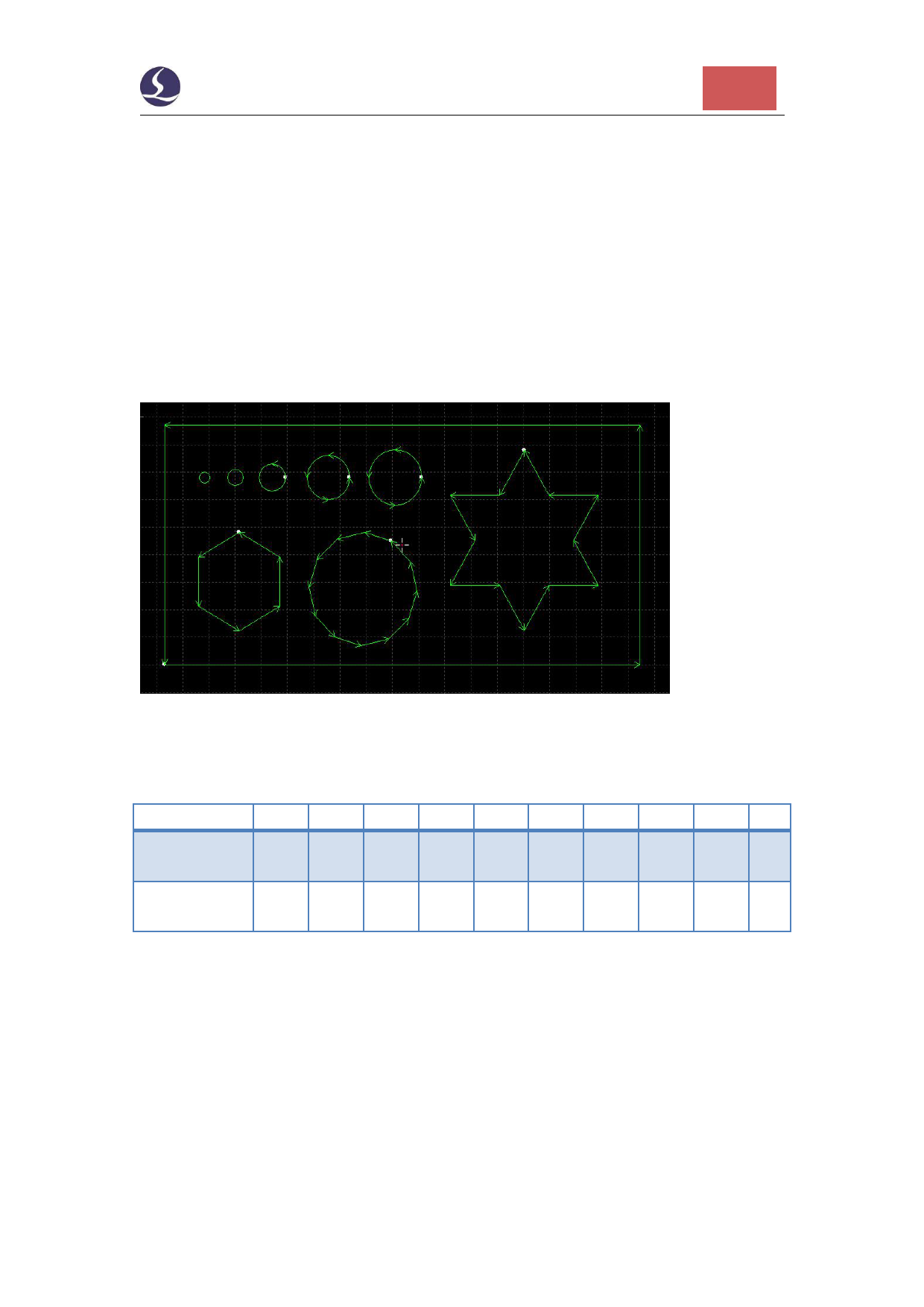
6.3.4 调整低通滤波频率
设置低通滤波频率参数时,可以切割一个样图。建议先把激光功率调低,在钢板上打标。
观察打标路径的精度。切割样图包括各种尺寸的小圆、正 6 边形,正 12 边形,星形,矩形
等。如下图所示:
在不影响精度的情况下,尽可能的调高低通滤波频率。要求切割矩形,多边形,星形图
案时,拐角前后都不产生波浪。可以按照以下表的经验值来设置。或先确定好加工加速度后,
把低通滤波频率在上下 2 级范围内调试。加工加速度和低通滤波频率这 2 个参数必须要匹配,
千万不要把这 2 个参数中某个值调的很大,另一个值调的很小。
级别
1
2
3
4
5
6
7
8
9
10
加工加速度
0.1 0.2 0.3 0.4 0.5 0.6 0.8 1
(G)
1.5 2
低通滤波频率
3
3.5 4
5
5.5 6
6
6
7
8
(HZ)
6.3.5 设置圆弧精度和拐角精度
一般情况下不建议用户修改圆弧精度和拐角精度这 2 个参数。特殊情况可在默认参数的
范围附近微调这 2 个参数。
如果对圆弧的精度不满意,可以把圆弧精度参数改小,此时加工圆弧会限速。值越小,
限速越明显。如果对拐角的精度不满意,可以把拐角精度参数改小,此时拐弯会降速,该值
越小拐角降速会越明显。该值越大,拐角会越接近一个圆角。
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
