
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- CypOne激光切割软件用户手册V1.1.pdf
- Page 56 of 59
柏楚 CypOne 激光切割控制软件
55
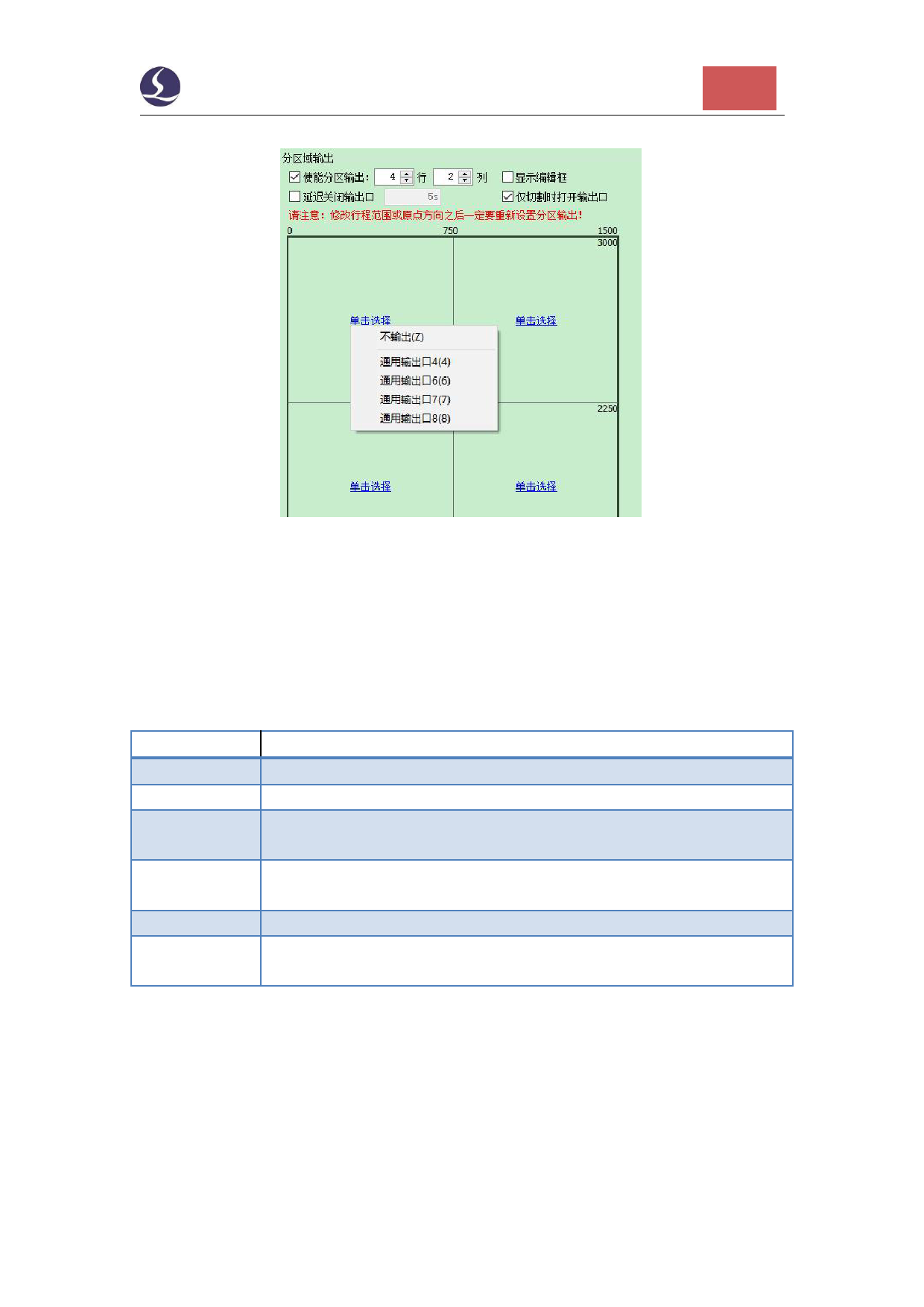
的位置。每个区域都可选择一个通用输出口或不输出,实现不同区域的输出差异。
6.3 运动参数调整
6.3.1 运动控制参数介绍
CypOne 软件主要开放了速度,加速度,低通滤波频率,拐角及圆弧精度这 4 类运动控
制参数给用户调整,其他与运动相关的参数已内部优化无需用户设置。这四类参数的含义如
下表所示:
名称
说明
X、Y 空移速度
空移加速度
加工加速度
空移的最大速度,可直接填写 ServoTools 软件计算出的最大空移速度。
空移的最大加速度,可直接填写 ServoTools 软件计算出的最大加速度。
切割时的最大加速度,直接决定了切割时拐弯运动的加减速时间。需要通
过观察伺服的力矩曲线来调整。
低通滤波频率
抑制机床震动的滤波频率。值越小,抑制震动的效果越明显,但会使加减
速时间变长。
圆弧控制精度 圆弧加工精度上线。该值越低,圆弧限速越明显。
拐角控制精度
用 NURBS 曲线拟合拐角的精度。该值越低拐角越接近尖角,但降速越明
显。
6.3.2 调整加工加速度
将高速点动的速度设置的尽量高,如 500mm/s,完成一次点动,运动距离需足够长,
确保能加速到所设置的速度。
通过伺服调试软件观察本次点动运动的力矩曲线,如最高力矩小于 80%,则适当增加加
工加速度,如高于 80%则适当减少加工加速度。
调整加速度,直至最高力矩接近 80%。丝杆承受的加工加速度一般不超过 0.5G。齿轮
齿条一般不超过 2G。
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
