
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- CypOne激光切割软件用户手册V1.1.pdf
- Page 44 of 59
柏楚 CypOne 激光切割控制软件
43
下角为最小坐标,右上角为最大坐标。
4.1.2 程序坐标系
由于机床坐标系是固定不变的,为了方便使
用,需要引入工件坐标系。CypOne 中所有的程
序坐标系各坐标轴方向都与机床坐标系完全一
致,只有坐标系零点不同,称为程序零点。程序
坐标系分为浮动坐标系与工件坐标系。
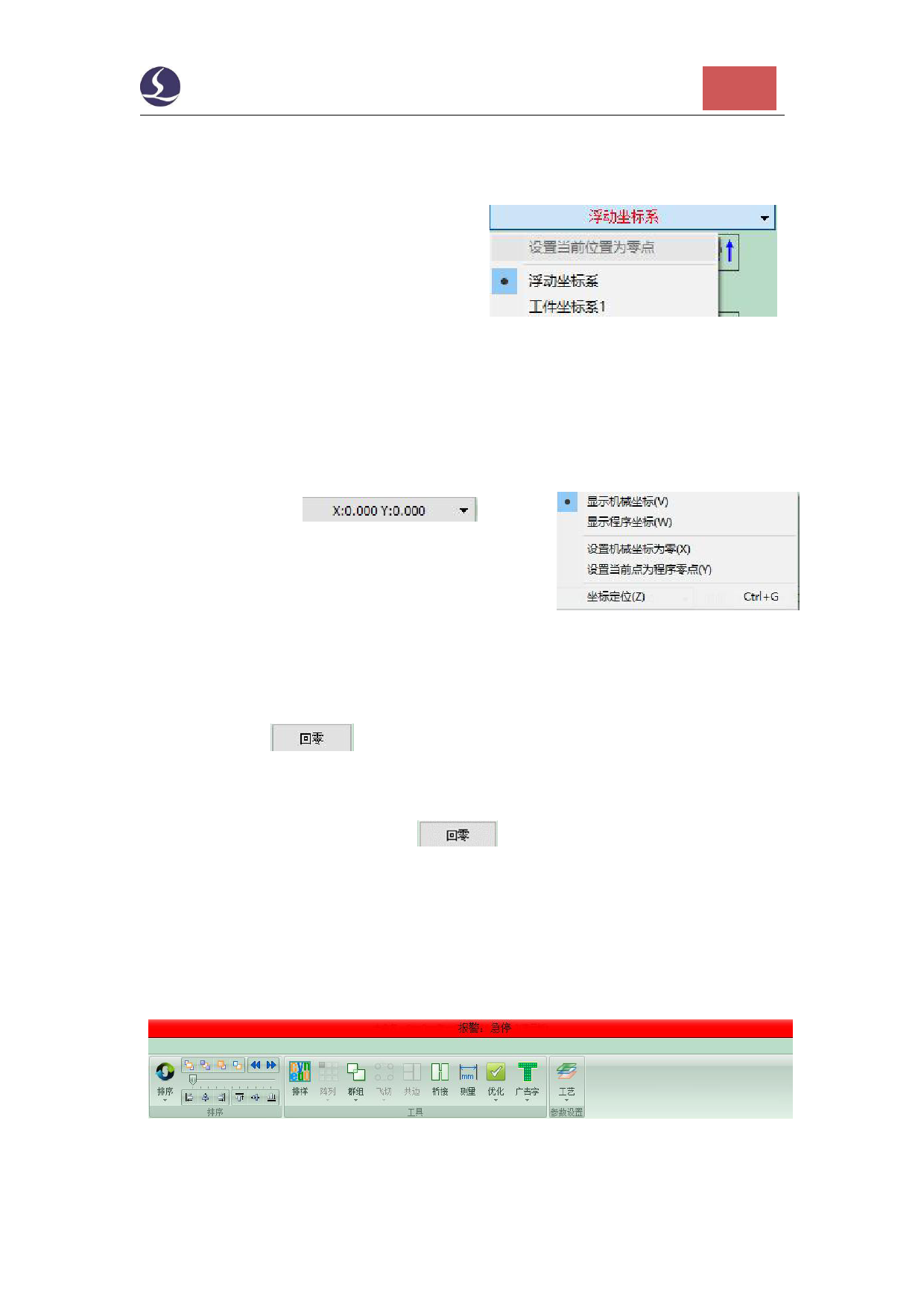
控制台最上方的按钮用于程序坐标系选择,
可选择“浮动坐标系”、9 个“工件坐标系”及一个“外部坐标系”。
浮动坐标系一般用于非正式加工,可认为“激光头移动到哪里就从哪里开始加工”,其
坐标系零点在用户在点击“走边框”,“空走”或者“加工”时自动设置为激光头当前位置。
选择工件坐标系 1~9 时,其零点由用户手工通过“设置当前点位零点”来设置,一旦设
置永久保存,直到下次再设置。因此工件坐标系适合于批量产品生产,其位置一般由固定夹
具决定,使用工件坐标系 1~9 可以保持每次加工都在机床的同一个位置进行。
单击底部状态栏“
”可以选
择显示机械或是程序坐标,还可以在这里设置两个坐标系
的零点。选择“坐标定位”将把切割头定位到指定坐标位
置。
4.1.3 发生异常后寻找零点
情况一
如仅仅是激光器或辅助气体等外设发生异常,导致加工被迫中断,并没有导致坐标系偏
移。可直接点击“
”,回到零点。
情况二
如突然掉电,伺服报警等将导致机械坐标系发成偏移的异常发生后,建议用户执行“回
原点”,重置机械坐标系。然后点击“
”找到零点。
4.2 报警
机床运行过程中 CypOne 会对所有部件进行监测,一旦监测到报警,就立即以红色标题
栏显示,并采取停止运动等措施。在软件报警未消除之前,大量的操作都将被禁止,请检查
机床直至报警消除之后再操作。报警示例如下图:
除标题栏之外,界面左下方的“报警”窗口也会显示报警信息。报警消除之后标题栏的
红色显示会消失,“报警”窗口中的信息则被保留下来。双击“系统”窗口可以打开查看全
部历史记录,从而了解软件运行过程中发生的事件。
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
 CypOne激光切割软件用户手册V1.1")
