
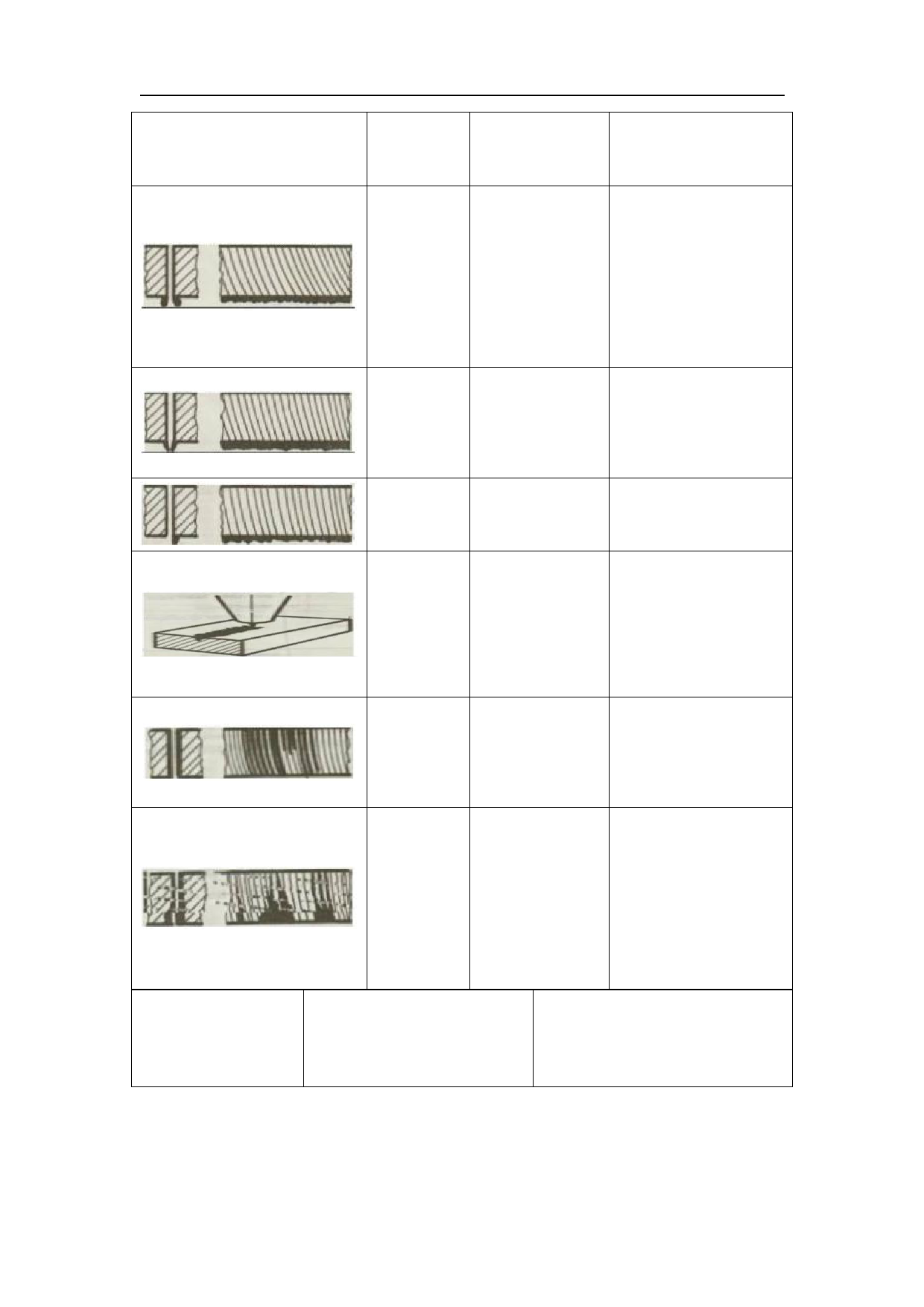
切缝隙太窄:
底部的切
太高
口更宽
底面上的
毛刺类似
熔渣,成点
滴状并容
进给速率太高;
减小进给速率;加大
气压太低;焦点
气压;降低焦点
太高
易除去
底面上的 进给速率太高; 减小进给速率;加大
金属毛刺 气压太低;气体 气压;使用更纯的气
很难除去 不纯;焦点太高 体;降低焦点
只在一边 喷嘴未对中;喷
对中喷嘴;更换喷嘴
上有毛刺 嘴口有缺陷
立即按暂停按钮,以
材料从上 功率太低;进给 防止溶渣飞溅到聚
面排出
速率太高 焦镜上;增加功率;
减小进给速率
切割表面
粗糙
焦点太高;气压 降低焦点;减小气
太高;进给速率 压;增加进给速率;
太低;材料太热
冷却材料
气压太高;进给
速率太低;焦点 减小气压;增加进给
产生弹坑 太高;板材表面 速率;降低焦点;使
有锈;工件过 用质量更好的材料
热;材料不纯
切割断面
可能原因
46
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")