
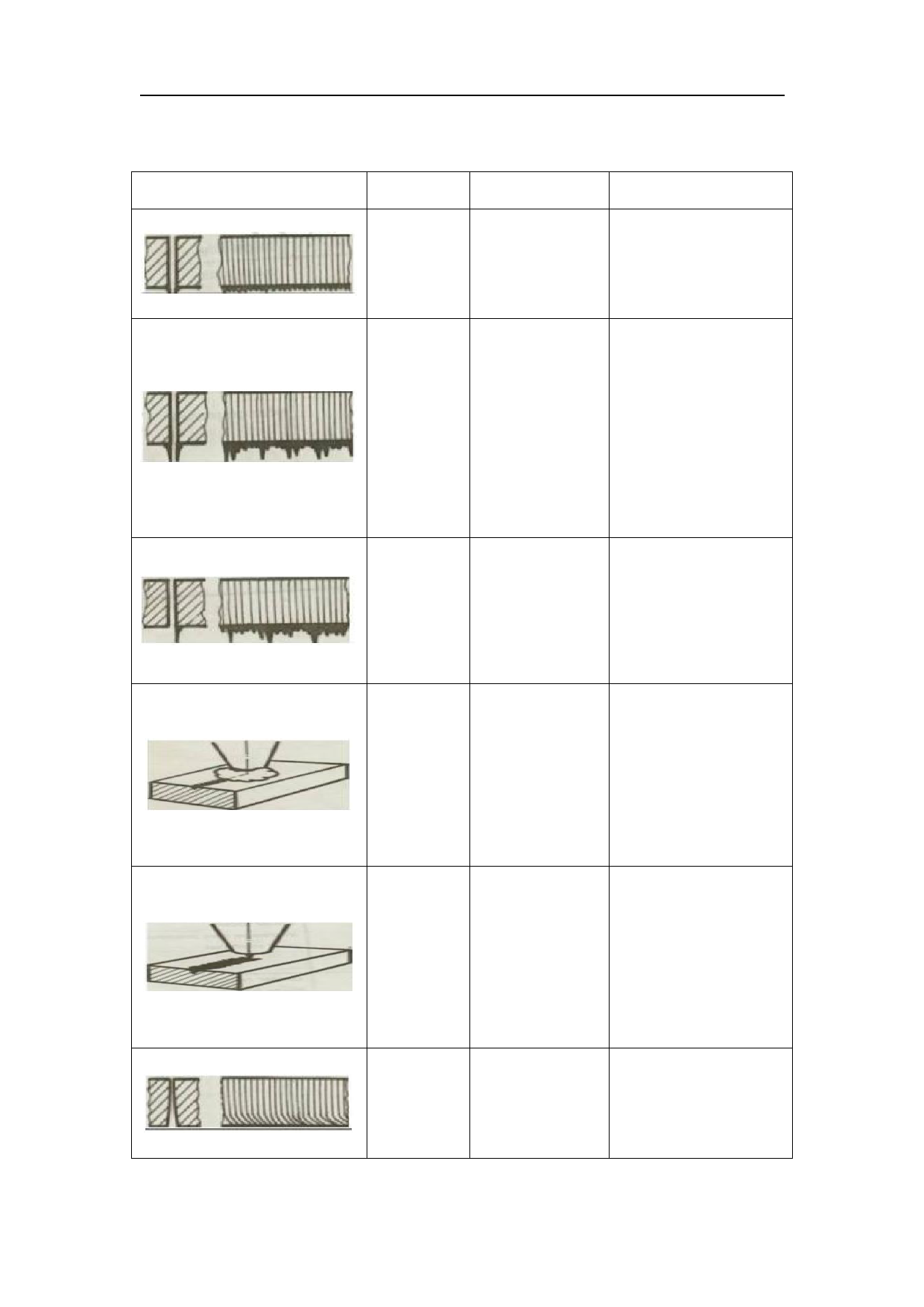
十三、切割不良及解决方法
端面示意
问题描述 可能原因
解决方法
产生点滴
状的细小
规则毛刺
焦点太低;进给 抬高焦点;减小进给
速率太高
速率
两边都产
生长的不
焦点太高;进给
规则的细
速率太低;气压
丝状毛刺,
太低
大板材的
降低焦点;增加进给
速率;加大气压
表面变色
只在切割
一边产生
长的不规
则的毛刺
喷嘴未对中;焦 对中喷嘴;降低焦
点太高;气压太 点;加大气压;提高
低;速度太低
速度
在直线截
面上产生
等离子气
体
立即按暂停按钮,以
进给速率太高; 防止溶渣飞溅到聚
功率太低;焦点 焦镜上;减少进给速
太低
率;增加功率;抬高
焦点
立即按暂停按钮,以
材料从上
面排出
功率太低;进给 防止溶渣飞溅到聚
速率过大;气压 焦镜上;增加功率;
太高
减小进给速率;减小
气压
底部的索 进给速率太高; 减小进给速率;增加
引线有很 激光功率太低; 激光功率;加大气
大的偏移, 气压太低;焦点 压;降低焦点
45
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")
 锐科连续光纤激光器 500-15000W 切割参数表")