
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- RAYCUT-Fiber-Laser-Machine
- Component Manuals
- 上海方菱套料FLCAM使用说明书.pdf
- Page 37 of 42
上海方菱计算机软件有限公司/上海交亿数控设备有限公司
地址:上海市闵行区剑川路 953 弄飞马旅科创园 C 栋 103 室
电话/传真:021-34290970 网址:www.flcnc.com
零件内排序:设置单个零件内多个内轮廓的切割顺序;
(2)开始排序:进入手动排序模式,可以通过鼠标点击零件的先后顺序指定零
件之间的切割顺序。
(3)完成剩余:点击开始排序后,若用户认为后续的排序效果能够满足切割要
求,则可点击“完成剩余”,软件将会自动完成剩余零件排序。
(4)从此排序:点击“开始排序”后,再点击“从此排序”,此时将不会改变
该零件之前序号的零件顺序,而是从当前零件开始继续进行后续的手动排序操作;
(5)后退:如果不小心点错了,需要从错误的地方重新排序,可以对当前零件
的操作步骤进行撤销操作;
(6)最前:将选中图形移动到第一个加工;
(7)最后:将选中图形移动到最后一个加工;
(8)前移:将选中图形加工顺序向前移动一个;
(9)后移:将选中图形加工顺序向后移动一个。
四、导出切割文件
完成排版工作后,需要生成数控切割程序并交由数控系统进行加工,此时需
要进行以下操作:
首先,进行相应的参数设置。设置完成后,在排样结果侧边栏选择需要输出
的排版内容,然后通过“导出 NC”功能将文件保存至本地文件夹。
其次,该软件支持前置与后置功能,能够兼容第三方系统的代码格式(目前
支持柏楚、维宏、嘉强三家,其他品牌系统可以做开发适配)。
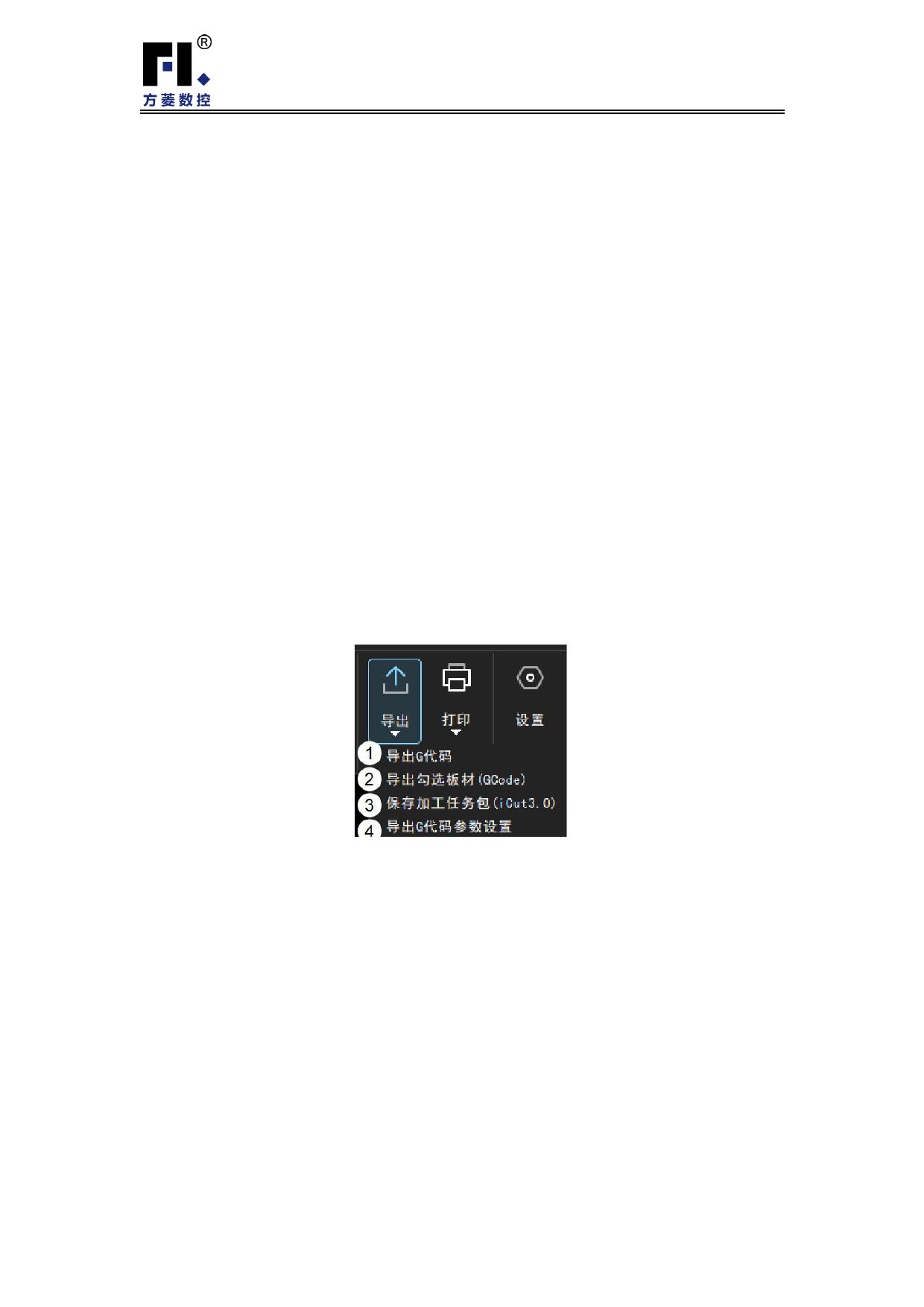
1. 导出 G 代码
点击“导出”按钮,即可批量导出板材列表中所有已排版板材的
切割文件。
2. 导出勾选板材
导出已勾选且已排版的板材的切割文件。
3. 导出加工任务包(iCUT3.0)
仅适用于上海方菱 L8200 数控系统,可以将多个排版文件生成为
批量切割任务文件,一次导入到数控系统进行加工操作。
4. G 代码导出设置
37
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")
 上海方菱套料FLCAM使用说明书")