
成都焊科电子技术有限公司
碰撞检测时
50
间
过弧压
30
保护
0-100 范围:0-100
防止弧压突然增加太大而导致割炬急速下降,损坏割
炬。在等离子切割过程中,如果割炬经过割缝(如引入
引出线)或切割出钢板外时,弧压会瞬间升高,则割枪
V 20-50
会快速下降,超过设定值时,显示 E4 报警,停机同时
割炬抬升 P8 设定高度,设置该参数后,可以有效保护
割炬。
等离子/氩
0
弧焊
0 0 等离子弧压调高
1 1 氩弧焊调高(定制功能)
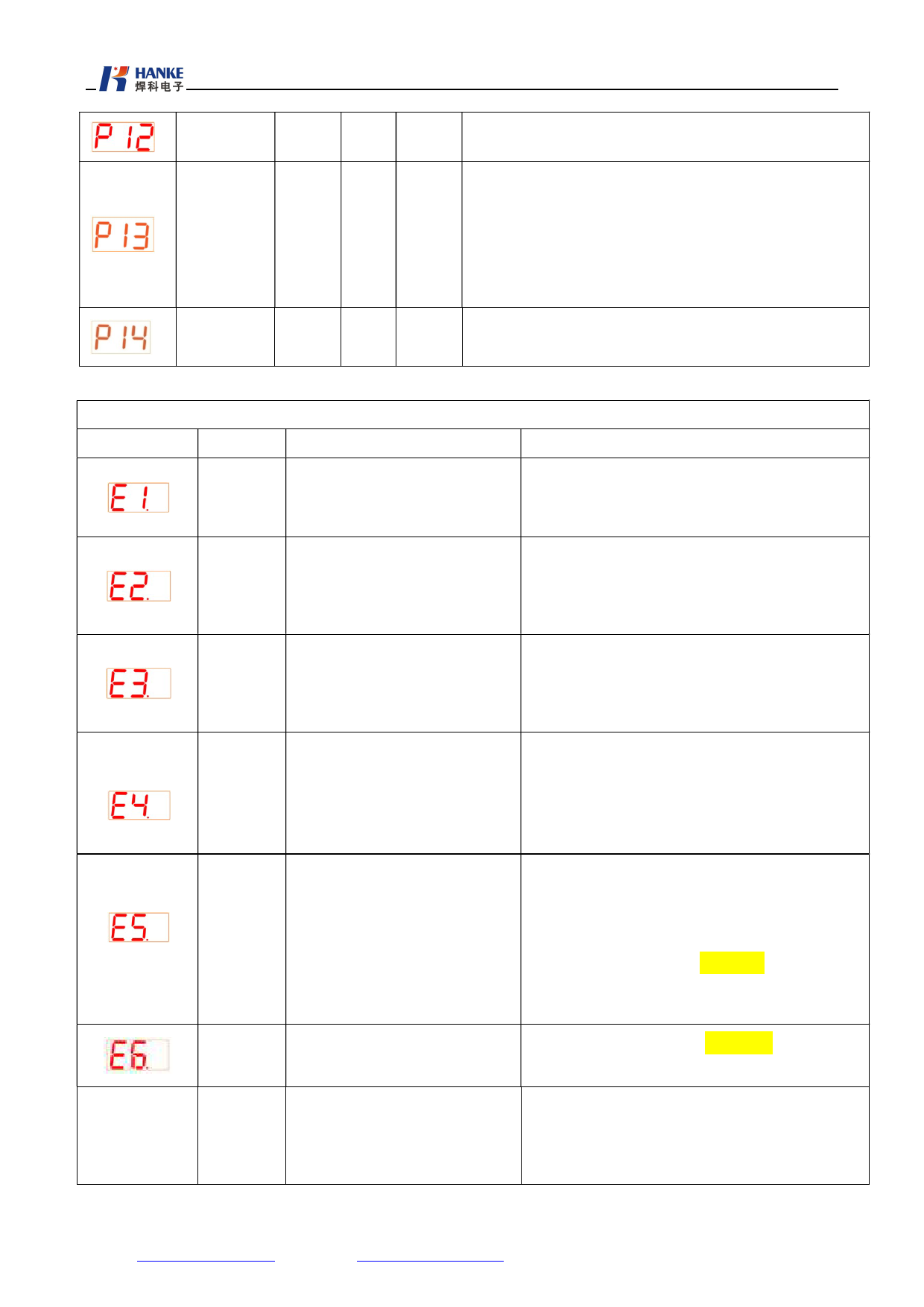
5.4 Z2020 报警代码详解
报警代码说明
报警代码
报警内容 报警原因
解决办法
通讯故障
拐角信
号异常
未检测
到弧压
过弧压
保护
碰撞报警
重新连接通讯电缆,检查是否接触不良;
操作面板和弧压调高主机通讯
检查接线是否正确;
电缆连接异常或接线错误
电路板故障。
自动判断拐角信号的连接和设 更改系统自动拐角信号控制逻辑,或修改调高
置是否正确,不正确时在起弧 器 P7 参数即可;
或初始定位的瞬间产生“E2” 和数控系统连接线开路;数控系统 IO 口坏;
报警
调高器主板坏。
检查弧压线+-是否正确;检查弧压线是否开路;
切割过程开始后未检测到弧压 分压板或主板故障;
信号
数控系统弧压检测时间太短;
穿孔时间太长;等离子故障。
设定弧压太低;
在切割过程中,实际弧压超过 动态穿孔高度设置太高;
设定弧压 20-50V 以上(缺省值 系统自动调高信号打开太早;
30V)
等离子设备或割枪故障;
电路板故障。
调高器在切割前和切割过程如 微动开关定位接口信号被触发,持续发生碰撞,
果接近开关被触发有信号即代 检查微动开关和线路;接近开关电源线断路,
表发生碰撞,一般的碰撞会直 碰一下持续 E5 报警。
接上升避免碰撞,如果该信号 接近开关故障,更换接近开关;
持续发生超过 1S 时将产“E5” “E5”的故障取消必须按“确认”键才能取消,
碰撞报警,同时向数控发出碰 但如果报警未消除就无法取消 E5 的闪烁报警。
撞报警信号。
电路板故障。
电机过流 电机不转,E6 报警
“E6”的故障取消必须按“确认”键才能取消,
电机短路、主板故障。
【电机上升】:
【电机下降】:
上下限
位报警
调高器在工作中,如割炬上升、
工作台及切割工件超出割炬升降体有效行程,
下降至限位时,电机上升或电
调整高度,确保切割过程中升降在有效行程范
机下降指示灯闪烁报警,系统
围内,确保切割品质。设置 P06 逻辑关系
停止工作。
地址:四川成都市郫都区现代工业港北片区港通北四路 861 号
9
Http:WWW.CDZHONGYU.COM 邮箱:18011420600@qq.com 电话:13007030821
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")