
成都焊科电子技术有限公司
4.6 旋钮操作
面板有三个操作旋钮,可对弧压、初始定位高度、穿孔延时等参数进行设置。
4.7 切割完成割炬自动提升功能:
当数控关闭切割信号后,调高器将自动控制割炬提升设定时间(P8 参数设定),实现空走时保护割炬。
4.8 发生碰撞后自动提升割炬
在非切割、非定位情况下发生碰撞,割炬自动提升,在初始定位测试进程中,或在切割过程中发生碰
撞,自动提升割炬,时间为初始定位高度时间。
4.9 动态穿孔
切割过程中,有穿孔延时的情况下,起弧瞬间,割炬可提升一个高度,在穿孔延时结束前,割炬再下
降到原来高度,穿孔时割炬提升一个高度,可以有效避免穿孔过程中溶渣飞溅到割枪上。若动态穿孔提升
时间设为 0,则割炬在起弧时不会提升。可通过修改 P4 参数,设置调整动态穿孔高度。
4.10 碰撞信号反馈
调高器可将碰撞信号立即反馈给数控系统,从而避免发生碰撞后切割机仍然运动。
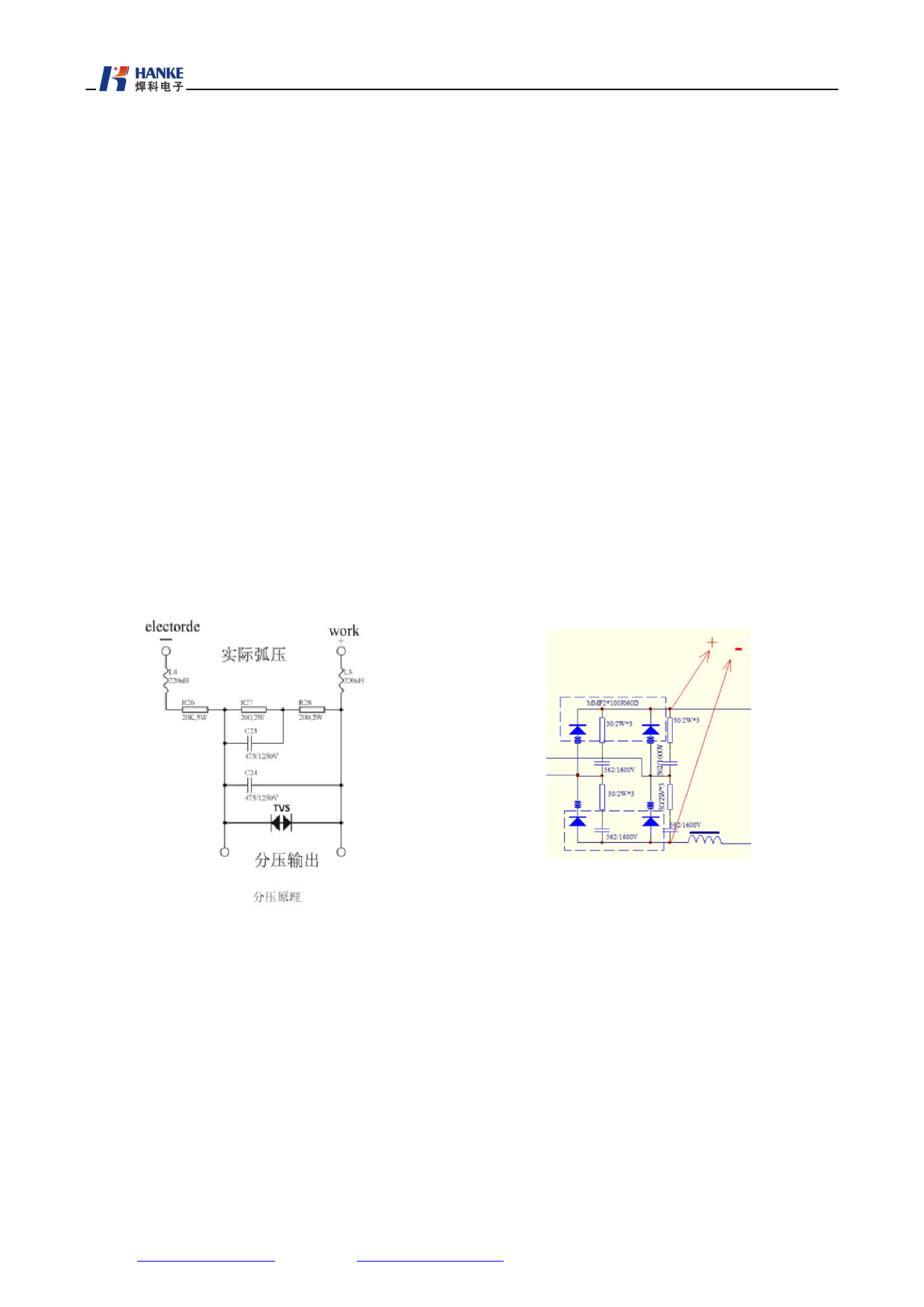
4.11 弧压信号采集说明
调高器进行弧压控制必须检测等离子弧压的变化,等离子的弧压就是电极和工件之间的电压,等离子
电源的正极接工件,负极接割炬,分压原理图如下:
等离子弧压采集接线
注意:
1.接入调高器分压信号时,一定要注意其极性,如果接反,弧压将直接显示“E3”,并且自动调高无效。
2.等离子电源接线位置要求:弧压线不要直接接到工件和电极上,因为引弧时有严重的高频干扰。
地址:四川成都市郫都区现代工业港北片区港通北四路 861 号
5
Http:WWW.CDZHONGYU.COM 邮箱:18011420600@qq.com 电话:13007030821
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")