
成都焊科电子技术有限公司
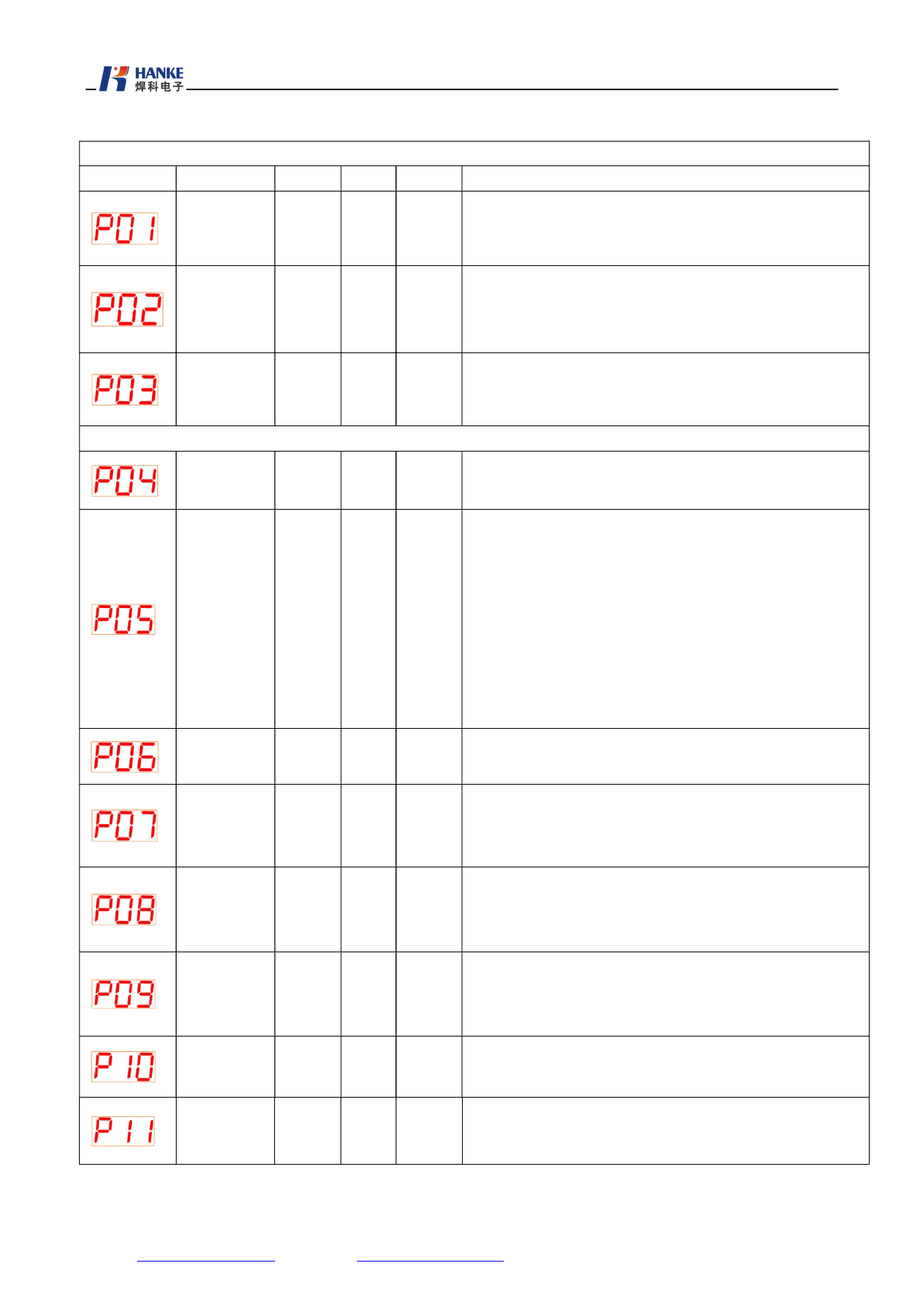
5.3 Z2020 操作面板设置参数详解
参数编号 参数名称 缺省值 单位
设置弧压
130 V
一般参数
范围 功能含义
在高度弧压控制模式下有效,在切割前给定一个初始的
50-250 弧压,在切割过程中可通过面板上的弧压设定旋钮来实
时改变给定弧压。
设置弧压引
入时间(穿 1
孔延时)
调高器设定从等离子起弧到数控设备切割运行时间,根
0.1
0-60 据等离子切割的板材厚度来设定该参数。板厚则穿孔时
秒
间长,板薄则穿孔时间短。
根据等离子的切割参数及板材的厚度来设置割炬起弧
设置初始
0.01
30
0-199 的高度,可通过操作面板的定位测试来获得,其大小和
定位高度
秒
升降系统有关。该参数也是动态穿孔的动作位置。
特殊参数
动态穿
孔高度
0.01
设置在等离子起弧穿孔的瞬间提起的高度,有利于保护
0
1-99
秒
割枪的喷嘴损坏。
1.参数为“0”时,通过“P1”设定的弧压作为给定弧压
进行弧压自动调高。
2.参数为“1”时,通过数控的拐角信号,在调高器被允
许的自动瞬间将当前的实际弧压作为设定弧压进行弧
弧压设
0
0
/
压自动调高。在这种模式下,要求系统的加速度快,运
定模式
1
行速度达到设定的速度时打开自动调高,割炬就在初始
定位设定的高度工作,可用于坡口切割。在切割过程当
中可通过面板上的弧压设定来实时改变设定弧压,在一
个切割循环中切割高度保持不变,直到断开起弧信号。
限位逻
0
辑设置
0 0:常开
/
1 1:常闭
拐角信
0
号逻辑
0 0:拐角吸合自动
1 1:拐角打开自动
割炬自动
0.2
5
0-25 切割完成后割炬提升高度:设置范围:0-5 秒(S)
提升高度
秒
接近开关
0
定位逻辑
灵敏度
3
设置
快速刹车 50
0:低电平有效
/
0/1
1:高电平有效
设置范围:1-5 灵敏度的高低决定了弧压响应精度,与
1-5
每个升降装置的性能有关
0-100 快速刹车范围:0-100 出厂前调好,一般不用再调。
地址:四川成都市郫都区现代工业港北片区港通北四路 861 号
8
Http:WWW.CDZHONGYU.COM 邮箱:18011420600@qq.com 电话:13007030821
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")
 Z2020等离子弧压调高器使用说明书")