
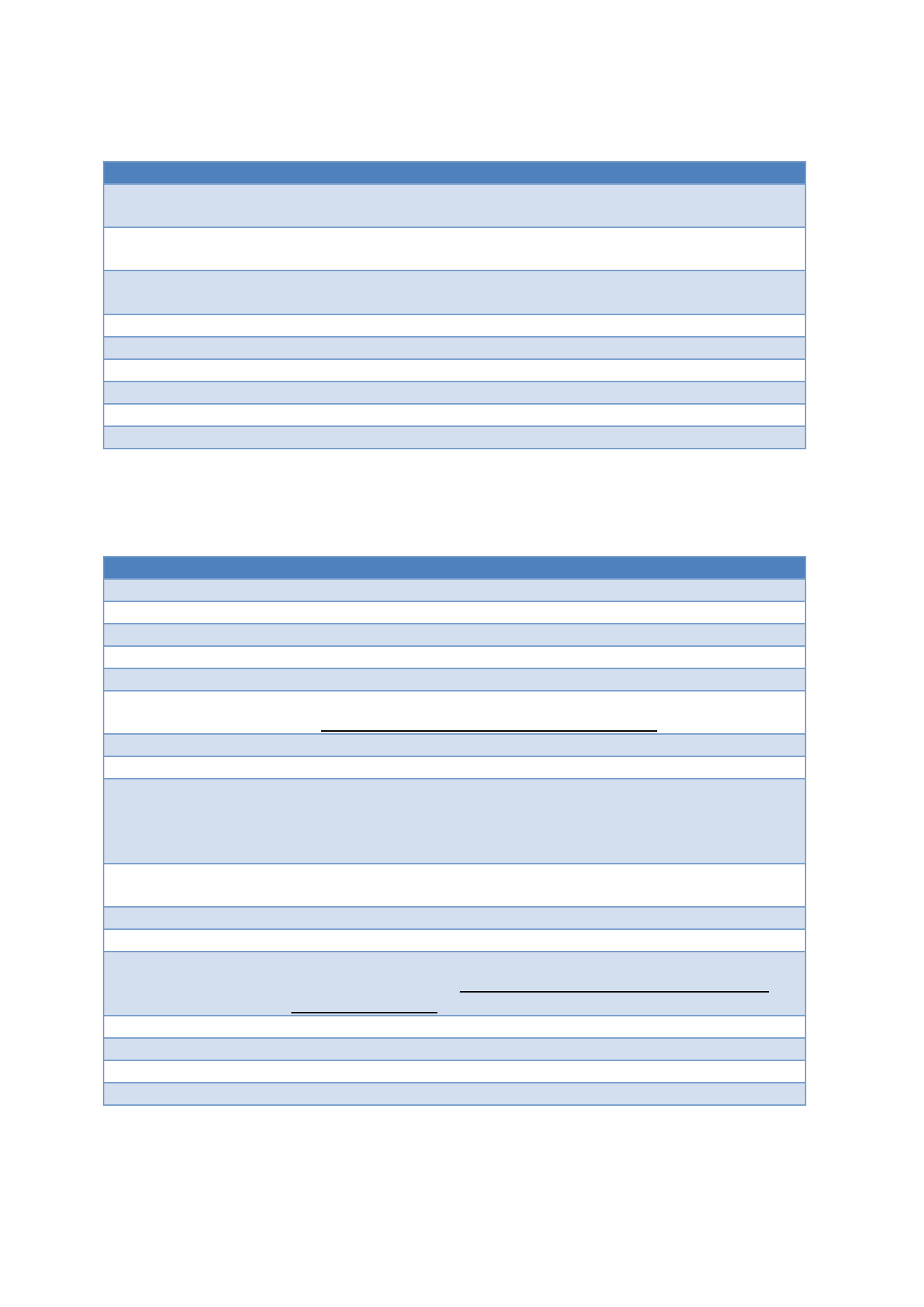
F1 Common: Common Settings for Plasma and Flame Cutting
Setting
Max Cutting Speed
Manual Move Speed
G00 Move Speed
Demo/Back Speed
Marker Speed
Kerf Value
Corner Speed
Demo Run Speed
Cutting Type
Suggest Value
Setup maximum cutting speed depends on material, not suggest higher
than 4000mm/min, normally 300 – 2000mm/min
6000 mm/min, 6meter per minute is the maximum speed machine
designed for with the stepper motors installed
4000 mm/min, the torch moving speed from one path to another within
a cutting process. Set lower than maximum speed avoids loosing steps.
2000 mm/min, the speed used for move backwards
0, no use
Normally 0.3 to 1mm, half of the value of the width of the cutting gap
95% of normal speed suggested, can be lower if not cutting through
4000 mm/min, the speed used for demonstration cutting process
Flame, Plasma or Demo, depends on your requirement
F3 Plasma: Plasma Cutting Settings
# those values have been override by the Easy Panel
Setting
Delay Before Arc
Pierce Time #
Torch Up Time
Arcing Check Time
Position Check Time #
Position Up Time #
Speed to Lock THC
Distance to Lock THC
Lose Arc Delay
Time to Lock THC
Before M08
Watch Arc Enable
Use Cylinder THC
Arc-Voltage #
Over-Arc Protection #
Sensitive #
Step #
Position Time #
Suggest Value
0.3 – 0.4s, time delay from torch positioned to arc, to avoid vibration
0.3 – 0.8s or more, depends on the plate thickness
1 – 2s, when finish one cut, lift time before move to next one
15s
10s
0.3 – 0.6s, after torch touched plate, lift time before positioned and arc.
The optimal distance for piercing is between 2-3 mm.
95.00% mm/min, disable THC if speed lower than this setting
5mm, when part of cutting path less than this distance, disable THC
0s, delay for machine gives warning when arc broke. Need to setup
delay if you cut mesh or grill, or with lead in/out -- try 0.5s.
For Hypertherm unit, try 1.5s since the signal from Hypertherm
Powermax unit generally have delays.
0s
Yes, enable Arc-Voltage checking. Set to No to disable THC
No
130.00V
Change the value to get optimal distance of cutting between plate to
nozzle about 2-3 mm.
30.00V
40.00%
1.00V
6.00S
2
 MetalWise Lite Controller Parameters")
 MetalWise Lite Controller Parameters")
 MetalWise Lite Controller Parameters")