
HSD
6.4.1 Technical characteristics of the electric fan
Power supply
Frequency
Input power
230 10% V AC
50 Hz
60 Hz
45 W
39 W
6.5 TOOL-HOLDER LOCKING AND EXPULSION DEVICE
The blocking and expulsion of the tool-holder is carried out by the single-acting movement of a
pneumatic piston, activated with compressed air.
The tool-holder is mechanically blocked with elastic springs.
electrospindle
model
ISO30
HSK F63/E50
HSK E40/F50
HSK E63/F80
axial force
on the tool-holder
3200 N ± 10%
11000 N ± 10%
6800 N ± 10%
18000 N ± 10%
expulsion of the tool-holder
cone
0.5 - 0.9mm
0.5 - 0.6mm
0.5 - 0.6mm
0.5 - 0.6mm
The axial force exerted on the tool-holder by the blocking system is guaranteed constant
i for a minimum duration of 2,000,000 cycles of tool change
1 tool change cycle = tool blocked / tool released / tool blocked
All HSD electrospindles have a mechanical reaction system that neutralises the axial
i force of the piston on the shaft during the tool changing phase, guaranteeing the integrity
of the precision bearings.
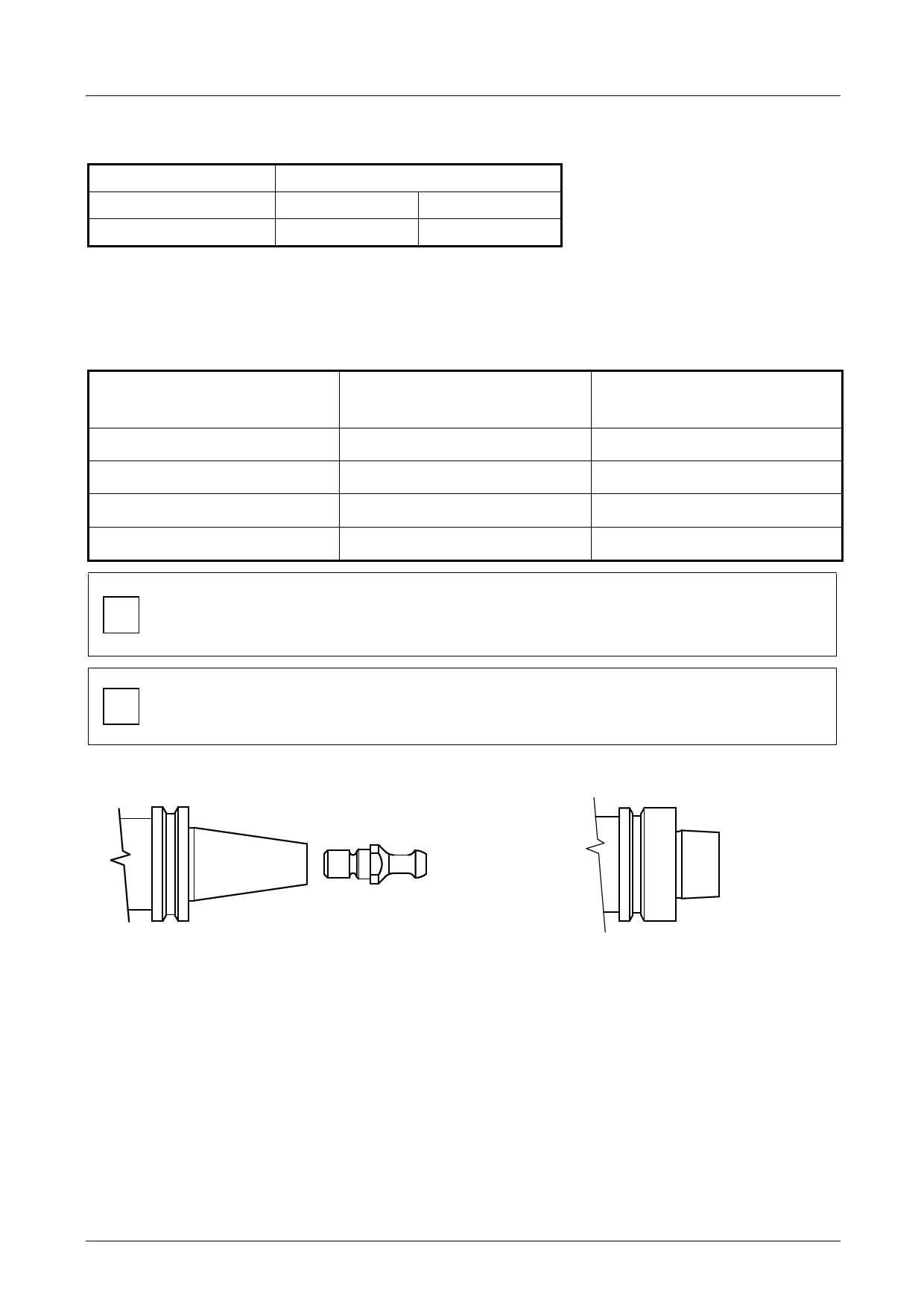
6.6 TOOL-HOLDER CONE
Figure
6.1
CONE ISO30
DIN69871
HSD TIE-ROD
0804H0009
Figure
6.2
HSK DIN69893 CONE
The geometry of the conicity must respect standard DIN69871 for ISO30 cones, and standard
DIN69893 for HSK cones.
The tool-holder cone ISO30 must have an AT3 precision rating;
Avoid the presence of plugs, slots, or other forms affecting the dynamic balancing of the tool-
holder;
At the maximum rated speed of the electrospindle, the level of dynamic balancing must be G =
2.5 or better (ISO1940 standard);
The balancing must be carried out with the tool-holder assembled (cone, mill collet, ring nut,
tool);
The tie-rod (also known as the shank) of the cone ISO30 must only be the one supplied by
HSD (code 0804H0009).
5801H0056 _______________________________________________________________ 89/183
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")
 HSD Spindle Instructions for Use")