
在将对刀仪与数控铣床连接之前,用万用表的电阻档检测对刀仪信号电缆绿色和白色的两根电线的信号状
态。
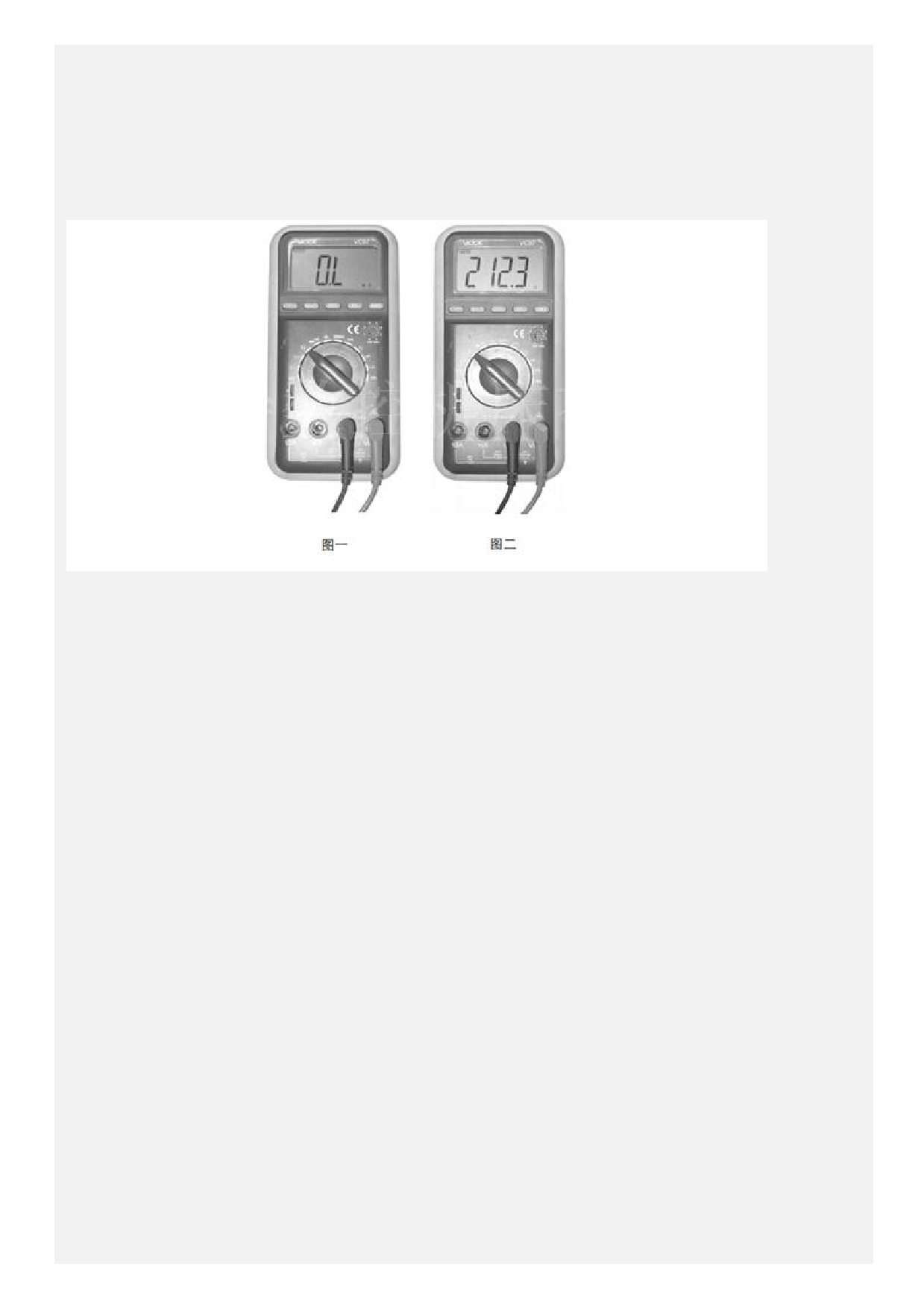
具体操作方法为:用手下压对刀仪的对刀表面1-2MM使其触发,观察万用表显示状态:
1)万用表(电阻档)显示为“0”(如图一),即万用表为断开状态,此时,对刀仪的信号逻辑为常闭SSR
信号。
2)万用表(电阻档)显示出数值(如图二),即万用表为导通状态,此时,对刀仪的信号逻辑状态为常开
SSR信号。
) (8 数控铣床系统接收信号检测方法
确认对刀仪的输出信号与数控机床系统要求相匹配后,将对刀仪电缆的绿色和白色电线分别与数控机床系统
的信号输入端连接,然后执行单步的模拟对刀动作,具体操作如下:
在运行对刀程序时(对刀程序说明参见具体的软件说明书),不让被测刀具直接与对刀面接触,而是安装人员
用手下压对刀面,使对刀面产生微动并迅速松开,此时对刀仪向数控机床发出对刀信号,观察机床的运动,确
定对刀仪输出信号是否被数控系统正确接收。
) (9 自动对刀过程检测方法
当确认对刀仪的信号能被数控机床系统正确接收以后,可以进行自动对刀程序的试运行。建议第一次运行程
序时采用单步运行,同时将程序的进度调到较慢水平,一旦发现程序出错时应及时停止机床运动。
在上述运行操作正常后,即可按照正常的速度进行若干次自动对刀操作,熟练操作过程。
) (10 故障处理
1)当对刀仪发生异常现象时,应当按照以下顺序查找故障原因:
检查对刀程序是否正确;
检查对刀仪正常触发对刀仪输出信号检测是否正常信号输出;
检查对刀仪与数控机床系统之间的电缆及电缆插头、接头的连接是否正常;
检查数控机床系统输出电源是否正常。
2)当对刀精度发生异常现象时,应当按照以下顺序查找故障原因:
检查对刀仪的对刀面是否有损坏,对刀面上是否残留金属碎屑或其他微小颗粒;
检查刀具是否带有切削碎屑或积屑瘤等其他微小颗粒;
检查对刀面的复位是否正常
如果用户检查出故障的具体原因,但不能消除故障或无法确定故障的原因时,请与销售人员联系。
 数控铣床对刀仪的使用方法")
 数控铣床对刀仪的使用方法")
 数控铣床对刀仪的使用方法")
 数控铣床对刀仪的使用方法")