
Lihuiyu Studio Labs.
激光雕刻教程
上图我们以切割 45 度的直线说明了为什么要采用变速切割,但事实上,切割时并非都是切割直线,更多时候是切
割千奇百怪的曲线,在切割曲线时,究竟那段要放慢速度、那段要提升速度呢?放慢速度时要放慢多少、提升速度
时又要提升多少?这就是智能变速和曲线变速比。智能变速功能完全由控制主板来完成,B1/M1 及以后的主板都能
前瞻地预测曲线的走势而进行变速,但究竟变速多少,就要用户设定一个曲线变速比。为什么曲线变速比不好智能
化呢?因为每台激光雕刻机的激光电源和激光管的特性不可能一样,所以无法笼统地进行处理。
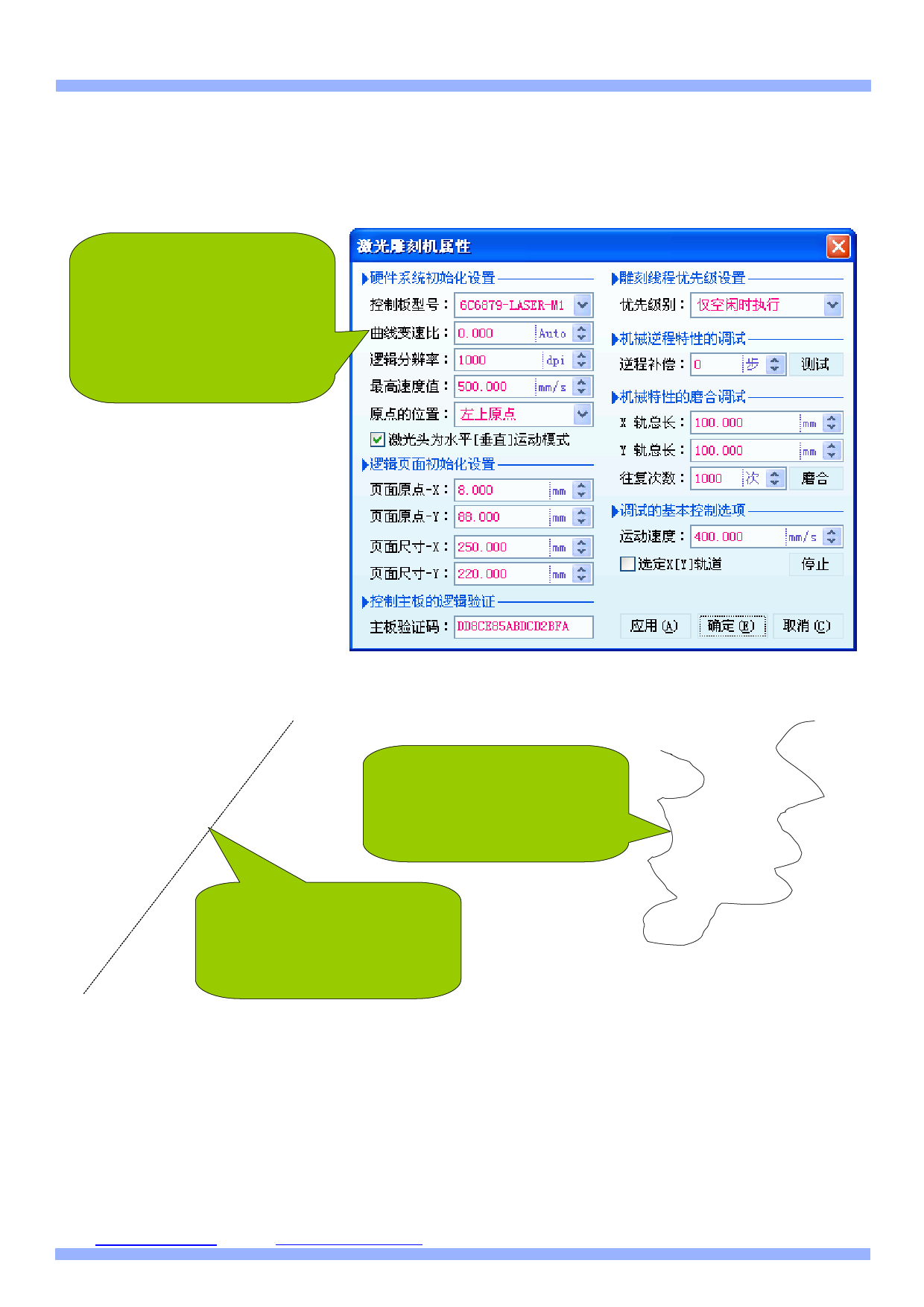
曲线变速比设置为 0,表示由主板
去确定曲线变速比(理论值)。若
设置为 100%,表示不变速,使用
匀速切割。若设置为 80%,表示
最低变速到标准速度的 80%。一
般曲线变速比应设置为 70%-95%
注:变速切割不是两速切割!比方设
置切割速度为 32mm/s,设置变速比
为 80%,那么最低变速到 32 x 80%
=25.6mm/s。但是,并非切割时只有
32mm/s 和 25.6mm/s 两种速度,而是
切割时依据曲线的走势和曲率的变
化,切割速度在 25.6mm/s – 32mm/s
之间不断变化:切割一条曲线时,可
能会使用数十种切割速度!
设置一个合适的曲线变速比,可大大提升切割效果:切口更光滑,切割深度更加一致。如下图
如果匀速切割复杂曲线,则可能有
些地方切透了,有的地方又没切
透,拐弯处也可能不光滑。而使用
变速切割,则会大大改善
如果匀速切割一斜线,则切口可能
有些颗粒感:切割速度越快,颗粒
感会越强。若使用变速切割,则能
获到很光滑的切口。
值得一提的是,其他激光雕刻软件的变速切割,是为了拐弯时不错位(放慢速度拐弯),切割速度为正常速度
和拐弯速度两种(可简称为两速切割)。我们的变速切割是多态变速:速度可能有数十种以上。是否需要变速,由
控制主板(硬件)去预测曲线走势变化,需要变多少速,则由主板预测的曲线走势曲率确定。变速的目的,我们也
有两个:其一是为了拐弯时平稳——拐弯肯定是曲线,遇到曲线肯定会变速——所以才称为曲线变速比;其二是用
速度调制激光能量(速度越慢切割深度越深,相当于激光能量增多。反之亦然),使直线、曲线能够保持基本一致
的切割深度,同时获得更加光滑的切口。
注:使用变速切割时,激光雕刻机不象匀速切割时那样声音平稳不变,而是会不断变化声音,这是正常现象。原因
就是马达在不同的速度下,发出的声音是不同的。此外,我们是柔性变速,所以还有加速、减速的声音在内。
Web:www.3wcad.com email:3311030928@sina.com qq:149796232 或 113532530 Tel:13588867730
10
 激光雕刻教程")
 激光雕刻教程")
 激光雕刻教程")
 激光雕刻教程")
 激光雕刻教程")
 激光雕刻教程")
 激光雕刻教程")