
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- TruCUT-CO2-Laser-Machine
- Component Manuals
- RDCAM操作说明书V8.0.pdf
- Page 56 of 61
睿达 RDCAM 激光雕刻切割软件 V8.0 操作说明书
- 55 -
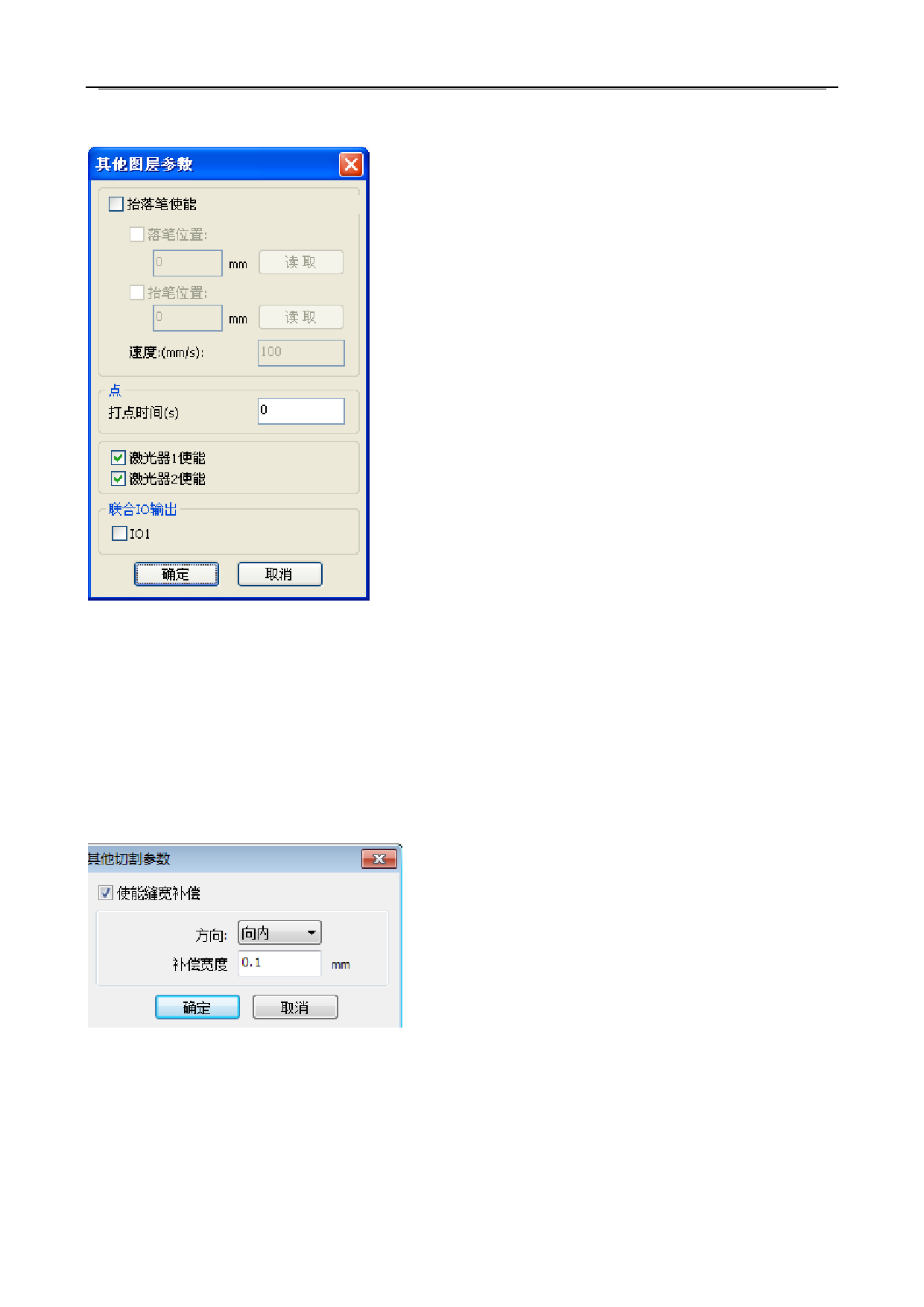
单击按钮“高级”,还可以设臵其他图层参数。
【抬落笔】
如机器已经安装了升降平台,且需要在不同的平台高度上进
行加工,可使能抬落笔功能。
这里落笔位臵对应的是平台在哪个高度上进行加工,抬笔位
臵对应的是空走前,平台应该移动到哪个高度上激光头再进行平
移将不会与待加工工件产生干涉。如果确认激光头平移不会与待
加工工件产生干涉,则可不必设臵抬笔位臵。
使用方式是:
1> 使能抬落笔。
2> 使能落笔位臵,手动控制面板按键移动平台,到待加工
图形图形的加工平面,调整好焦距。然后点按钮“读取”,
即可设臵好落笔位臵。
3> 使能抬笔位臵,手动控制面板按键移动平台,移动到激
光头不会与工件产生干涉的高度,并通过面板按键移动
激光头,确认不会产生干涉后,点按钮“读取”,即可设
臵好抬笔位臵。
【点】
这里的打点,是专门针对绘图工具绘制的点图元,或者从
dxf 文件中导入的点图元。与当前图层的加工方式无关,即无论当前图层是切割还是扫描,图形里的点图
元始终以打点方式输出。
打点的移动速度为图层速度,打点的能量为图层激光最大能量。
【激光使能】
当机器配备了两路激光,一般情况下,是两路同时输出。
但用户也可通过设臵激光使能,使其中一路不输出。
【联合 IO 输出】
一路与图层关联的 IO 输出,预留功能。
单击【高级】 设臵其他参数
【使能缝宽补偿】:使用缝宽补偿可以补偿由于激光切缝而造成的图形大小与实际切割出来的图形的偏差。
缝宽补偿只对闭合的图形有效。
补偿方向是根据实际需要来设臵的,比如切一个圆形,如果希望保留的是切下来的圆,则应设臵补偿
方向为向外;如果希望保留的是孔,则应设臵补偿方向为向内。
补偿宽度即为激光切缝的宽度。
深圳市睿达科技有限公司
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")