
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- TruCUT-CO2-Laser-Machine
- Component Manuals
- RDCAM操作说明书V8.0.pdf
- Page 55 of 61
睿达 RDCAM 激光雕刻切割软件 V8.0 操作说明书
如果,勾选“默认”,则实际速度由面板设臵的速度来决定。
- 54 -
是否吹气:如果机器外接了风机,且风机已经使能,则如果选“是”,则进行该图层数据加工时,将
打开风机,否则,将不打开风机。如果未使能风机,则无论选“是”或“否”,都无意义。
加工方式:表示加工对应图层的方法;
若当前选择的是矢量图层(即颜色层), 则包括三个选择: 激光扫描, 激光切割, 激光打点;
若当前选择的是位图图层(即 BMP 层), 则只包括一个选择: 激光扫描.
激光 1、激光 2:分别对应主板激光信号的第 1 路和第 2 路激光输出。如果是单头机器,则第 2 路激
光无意义。
最小功率、最大功率:功率值的范围为 0~100, 表示加工过程中激光的强弱; 值大,则激光强,值小,
则激光弱;最小功率要小于等于最大功率。
对于不同的加工类型有着不同的意义。
对切割加工,实际功率是与切割速度相跟随的,速度低能量也低,速度高能量也高,这样才能保证整
个切割过程的能量均匀。因此最小功率对应的速度最低时的能量,最低速度一般是 0,但如果设臵了起跳
速度则最低速度为起跳速度;最大功率对应的是图层速度。
设臵最小功率、最大功率流程:
1> 最小功率和最大功率设臵为相同的值,同步调整。直到所有的切割曲线均已出现。
2> 最大功率不变,逐步降低最小功率,直到切割曲线的能量重的点降到最低水平,而所有的衔
接部分均能加工出来。
3> 如仍未到最好效果,则可适当微调最大功率,并重复第 2 步。
如果是切穿,则最小功率和最大功率无显著区别,可设臵为相同。
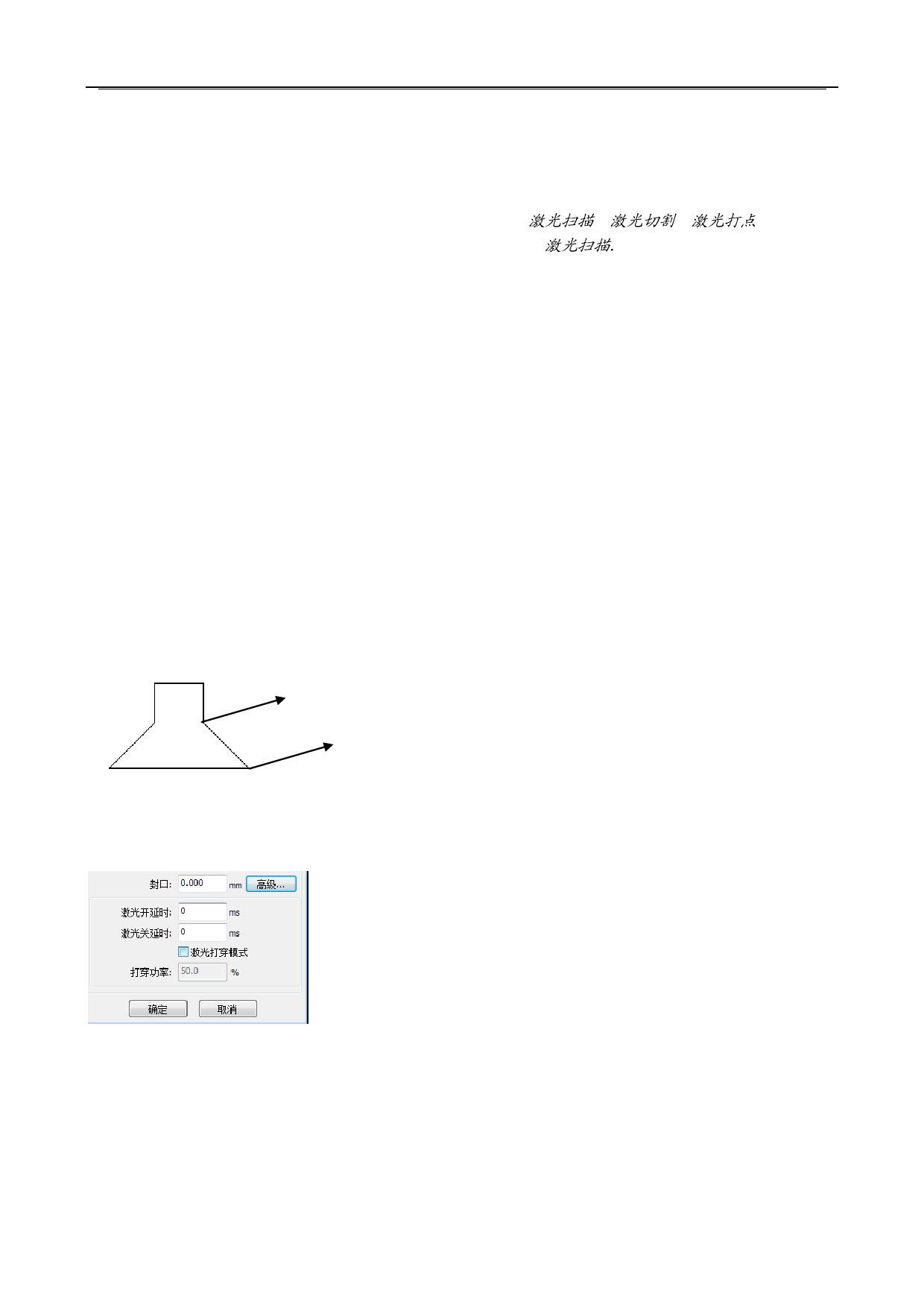
对扫描加工,普通扫描,最小功率和最大功率必须是一致的。坡度雕刻时,最小功率对应的是坡顶的
功率,最大功率对应的是坡底的功率。
最小功率偏小则顶部偏宽,细节处分辨不清。
坡顶
最小功率偏大则坡度不明显。
坡底
对打点加工,最小功率和最大功率设臵为一致即可。
如果勾选“默认”,则实际功率由面板设臵的功率来确定。
封口:切割闭合图形出现有封口不闭合的情况,可以用封口补偿来闭合,但如果封口是错位的,则无法补
偿,可以用 4.9.5 间隙补偿优化来补偿,或者用用户参数里的反向间隙补偿。
激光开延时:开光打穿时间/开光延时
激光关延时:关光打穿时间/关光延时
激光打穿模式:若勾选此项,则开关光延时表示的是打穿时间,否则,开关光延时表示的是激光运动延时
打穿功率:指打穿物体在单位时间内所做的功德快慢
深圳市睿达科技有限公司
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")