
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- TruCUT-CO2-Laser-Machine
- Component Manuals
- RDCAM操作说明书V8.0.pdf
- Page 46 of 61
睿达 RDCAM 激光雕刻切割软件 V8.0 操作说明书
- 45 -
扫描模式:两种方式可选:一般模式和特殊模式,选择一般模式时,扫描时不做任何处理,当选择特
殊模式时,将对光斑做处理。若启用了特殊模式,则应加大激光功率,光斑百分比越低,激光功率衰减越
多,若要达到相同的扫描深浅程度,则设臵的激光功率越大。选择特殊模式的目的是使激光器高功率短时
间出光,在深度扫描时,取得底部较平的效果,但应注意若光斑调整不合适,则可能达不到该目的,且高
功率短时出光工作模式会对激光器寿命有一定影响。默认选择一般模式。
光斑大小:当扫描方式选择一般模式时,该参数无效,当选择特殊模式时,该参数起效。控制器将该
参数控制在 50%~99%之间。
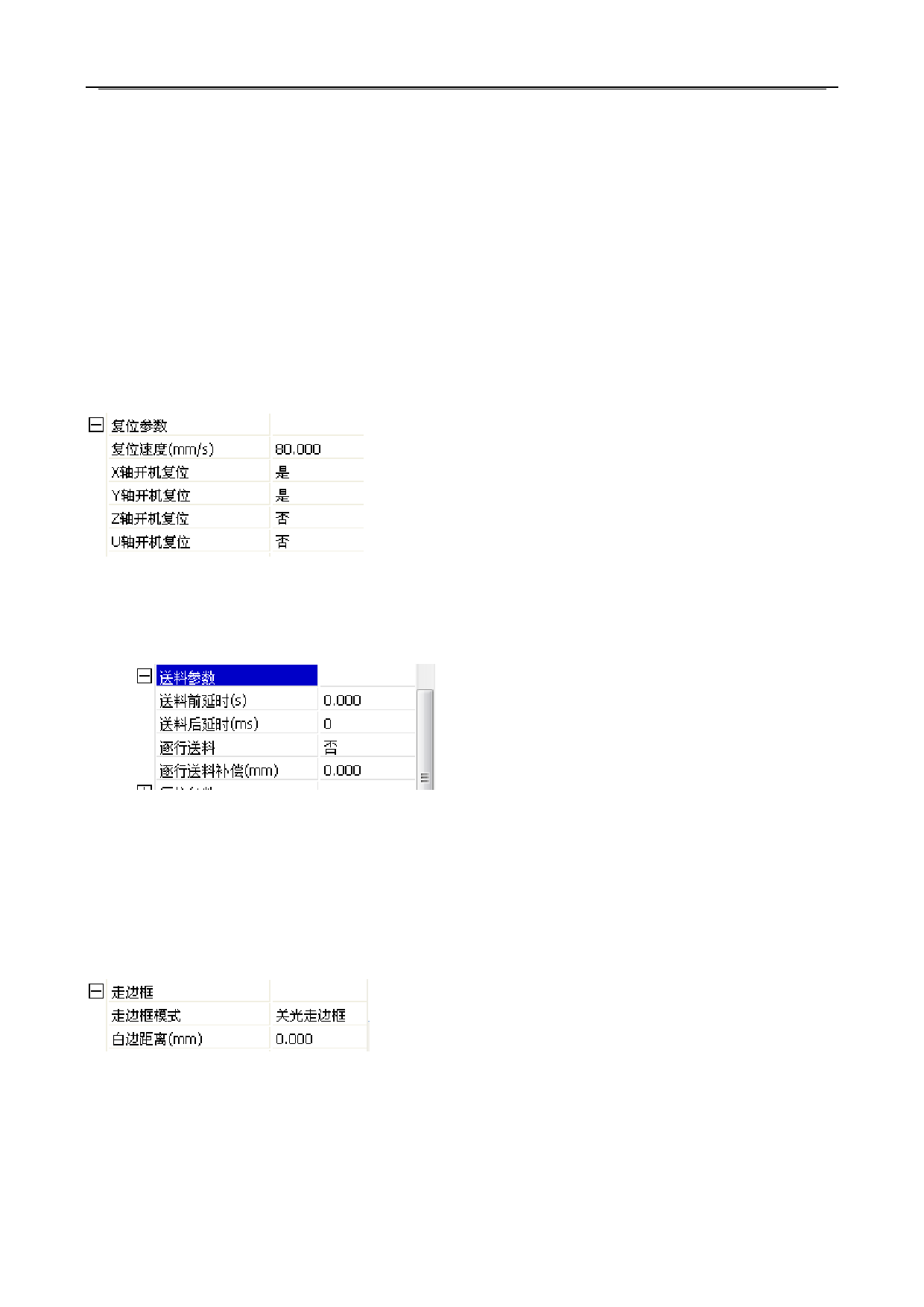
3.3.3 复位参数
复位速度:该参数决定了机器开机时回原点的速度,若机器幅面较大,可设臵复位速度偏大,但不能
太大。
X、Y、Z、U 开机复位:可设臵各单轴在开机时是否复位。
3.3.4 送料参数
送料前延时:使用送料装臵时,单次送料前延时,用户可在这一时间安排诸如拣料之类的工序。
送料后延时:是指送料装臵将物料送至到位后,需要稳定一段时间之后再进行加工。
逐行送料: 送料装置将物料一行一行的送至到位 是一种送料方式.
逐行送料补偿:在使用送料装置逐行送料上可能会有一些误差
3.3.5 走边框
走边框模式:分关光走边框、开光切边框、四角打点三种模式。
白边距离:走边框时可在实际图形大小基础上再向上下左右方向留一定的白边,以保证边框完全的包
含实际图形。
这一设臵是与操作面板上的走边框功能相关的,而与软件上的走边框无关。
深圳市睿达科技有限公司
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")