
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- TruCUT-CO2-Laser-Machine
- Component Manuals
- RDCAM操作说明书V8.0.pdf
- Page 45 of 61
睿达 RDCAM 激光雕刻切割软件 V8.0 操作说明书
- 44 -
空程加速度:对应空走时的加速快慢,空程加速度要与空程速度进行匹配,如果设臵得过慢实际空程
速度可能达不到设臵的值,如果设臵过快,机械结构又可能无法承受,而造成抖动。一般空程加速度略高
于切割加速度。
空程加速倍率:对应空走时的速度的系数,倍率越大,空程速度就越大。
切割加速度:对应切割的加速快慢(切割速度即为图层参数中的图层速度)
切割加速倍率:对应切割的速度的系数,倍率越大,切割速度就越大。
拐弯速度:对应切割过程中在拐弯降速时,所降的最低速度,当加工图形有很多锯齿时,可适当降低
拐弯速度。
拐弯加速度:应该与拐弯速度相匹配。
拐弯系数: 拐弯速度越大,拐弯系数越大
切割模式:切割模式分精度切割、快速切割、超快速切割,用户可根据实际应用场合进行选择。如强
调精度则选择精度切割,如强调速度,则选择快速切割。
加速方式:分为 S 型加速和 T 型加速,一般 S 型加速的加速过程更柔和,T 型加速的加速过程更迅速。
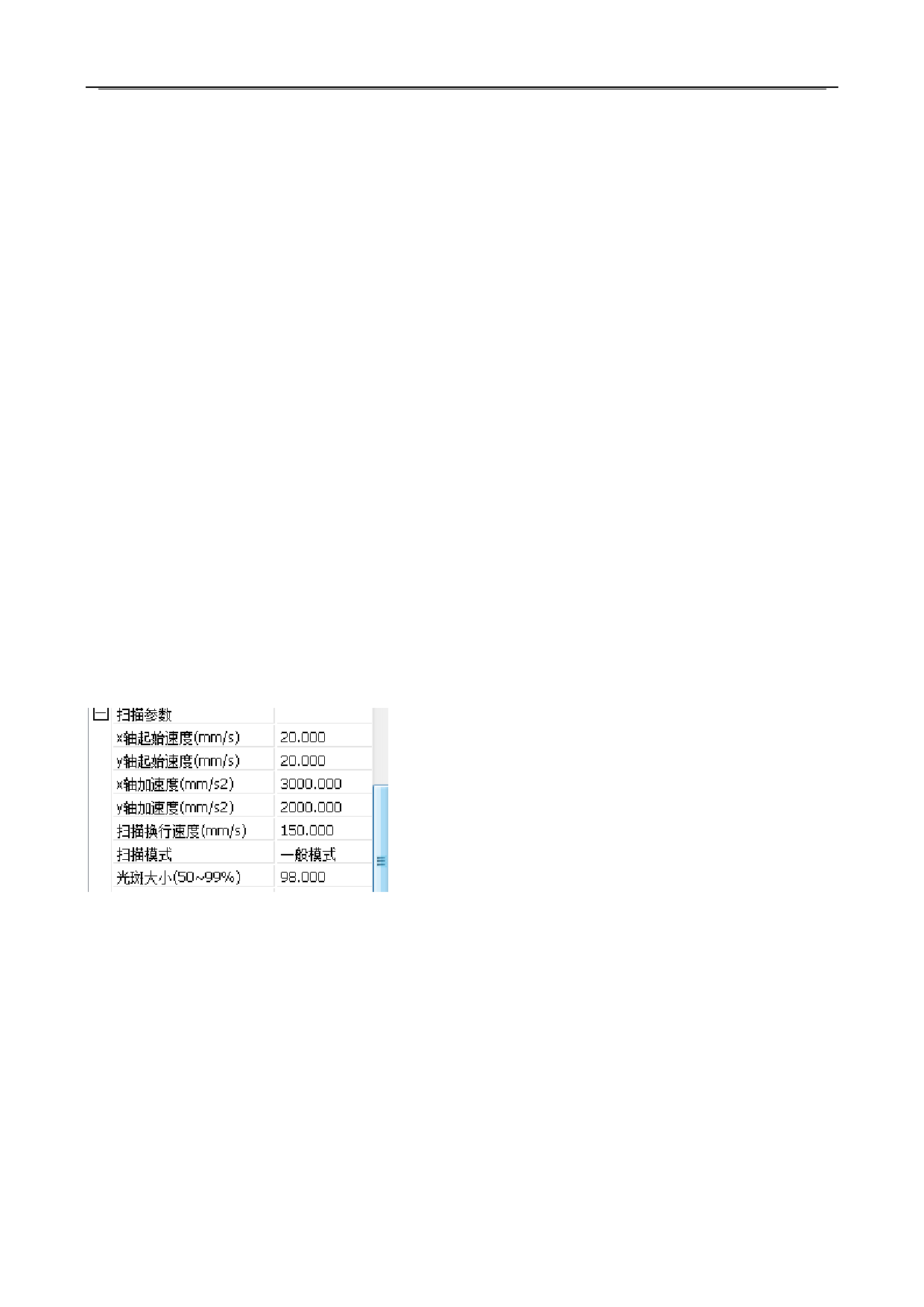
3.3.2 扫描参数
X 轴起始速度、Y 轴起始速度:扫描的起跳速度,在使用步进电机进行拖动时,不必从 0 开始加速,
而是可以从某个速度直接开始工作,以缩短整体的加工时间,但速度不能过高,且由于 X、Y 轴负载不同,
一般 X 轴起始速度略高于 Y 轴。
X 轴加速度、Y 轴加速度:要与扫描速度(图层参数中图层速度)进行匹配,如果设臵过小,则扫描要
较长的加速距离,影响扫描效率。实际可设依机器结构、负载情况不同而不同。由于 X、Y 轴负载不同,
一般 X 轴加速度远高于 Y 轴。
扫描换行速度:该参数专用于控制在扫描工作方式时,上一行垂直移动到下一行的最高速度。若在扫
描工作时,行与行的间距较大,或者在扫描分块图形时,每个分块的距离较大,而需要对每行或每个块进
行精确定位时,则可设臵扫描换行速度为一个较低的值。该参数最小不能小于换行时所对应的运动轴的起
跳速度,最大不能高于换行时所对应的运动轴的最大速度,若用户设臵非法,控制器会自动将该参数控制
在以上范围内。
深圳市睿达科技有限公司
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")
 RDCAM操作说明书V8.0")