
睿达 RDCAM 激光雕刻切割软件 V8.0 操作说明书
- 52 -
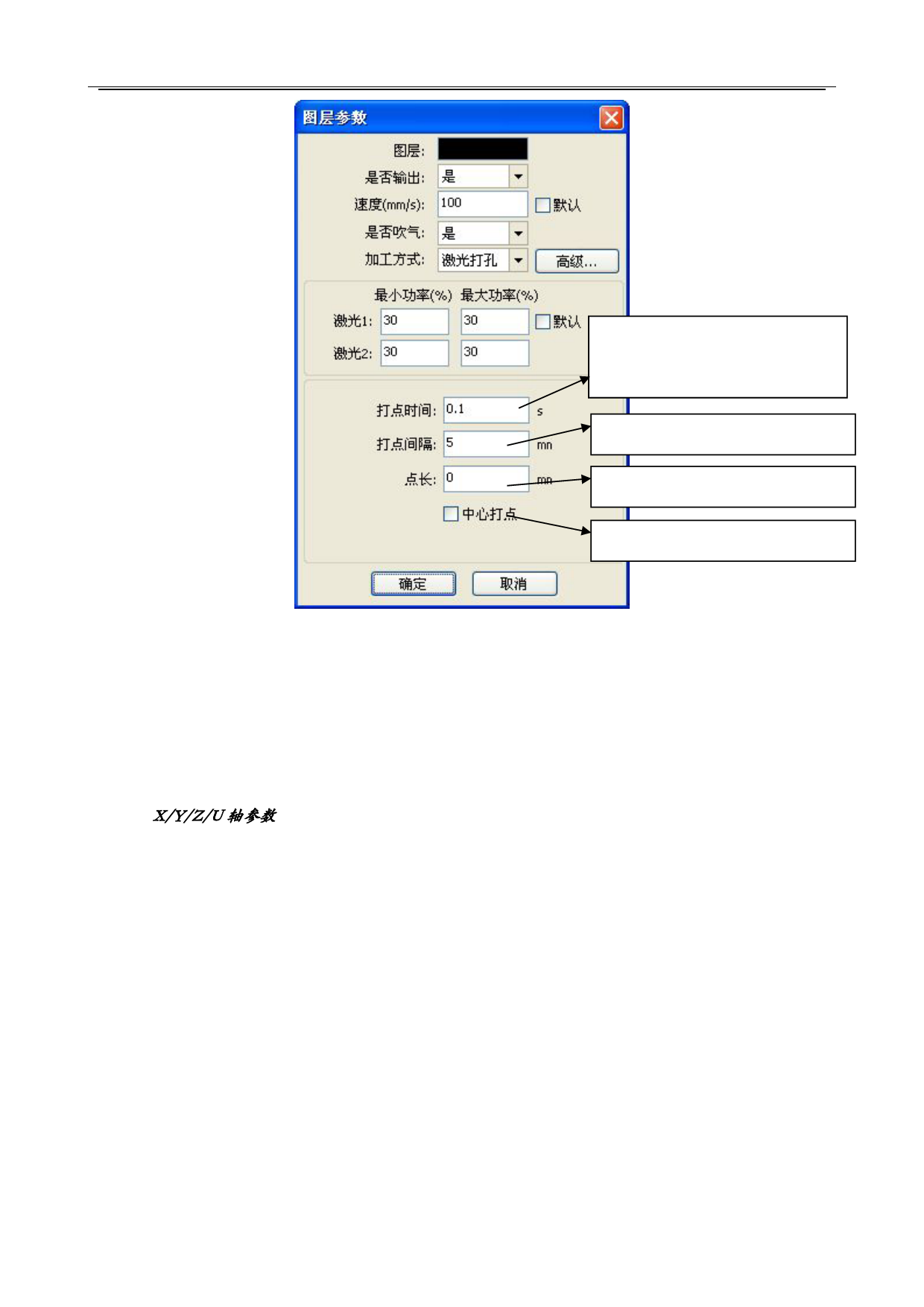
加工时激光在一个点上一直出激
光的时间. 值越大, 所打的点越
深, 反之, 越浅.
所打的点之间的距离.
画虚线
只在中心打孔
4.11 厂家参数详解
4.11.1 电机参数
X/Y/Z/U 轴参数
方向极性:修改方向极性可使电机向反方向运动。修改的目标是使该轴在复位时向原点运动,若
复位时该轴向远离原点的方向运动,则说明该轴方向极性设置错误,应做修改。
限位极性:用于设置限位信号的高低电平模式。若运动轴到达限位位置时,向主板输入一个低电
平信号,则此时的限位极性应设置为负。
幅面:该运动轴所能行走的最远距离,根据机器的实际情况而定。
原点偏移:若该轴使能了硬限位保护,通常应设置该值为 2~5mm 值,若设置为 0,则该运动轴
运行到最小坐标 0 处时,有可能使限位有效,这样会错误触发硬限位保护功能,使机器紧急停机。
若未使能硬限位保护,可设置该值为 0~5mm。
控制方式:双脉冲和脉冲+方向模式可选,根据机器实际配置的电机驱动器类型决定,一般为脉
冲+方向模式。
电机步距:即电机的脉冲当量,向电机发送一个脉冲时,对应运动轴走过的绝对距离值。在该值
正确设置之前,可让机器切割一个较大的矩形(图形较大,可使误差较小),通过图形长度和测
量长度来自动计算电机步距。
硬限位保护:用于是否使能该轴的硬限位保护功能。
PWM 上升沿有效:用于设置电机驱动器的脉冲信号是上升沿有效还是下降沿有效,当不使能该
项时,控制器使用下降沿有效;当该项被使能时,则控制器使用上升沿有效。
深圳市睿达科技有限公司
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")