
睿达 RDCAM 激光雕刻切割软件 V8.0 操作说明书
对打点加工,最小功率和最大功率设置为一致即可。
如果勾选“默认”,则实际功率由面板设置的功率来确定。
- 49 -
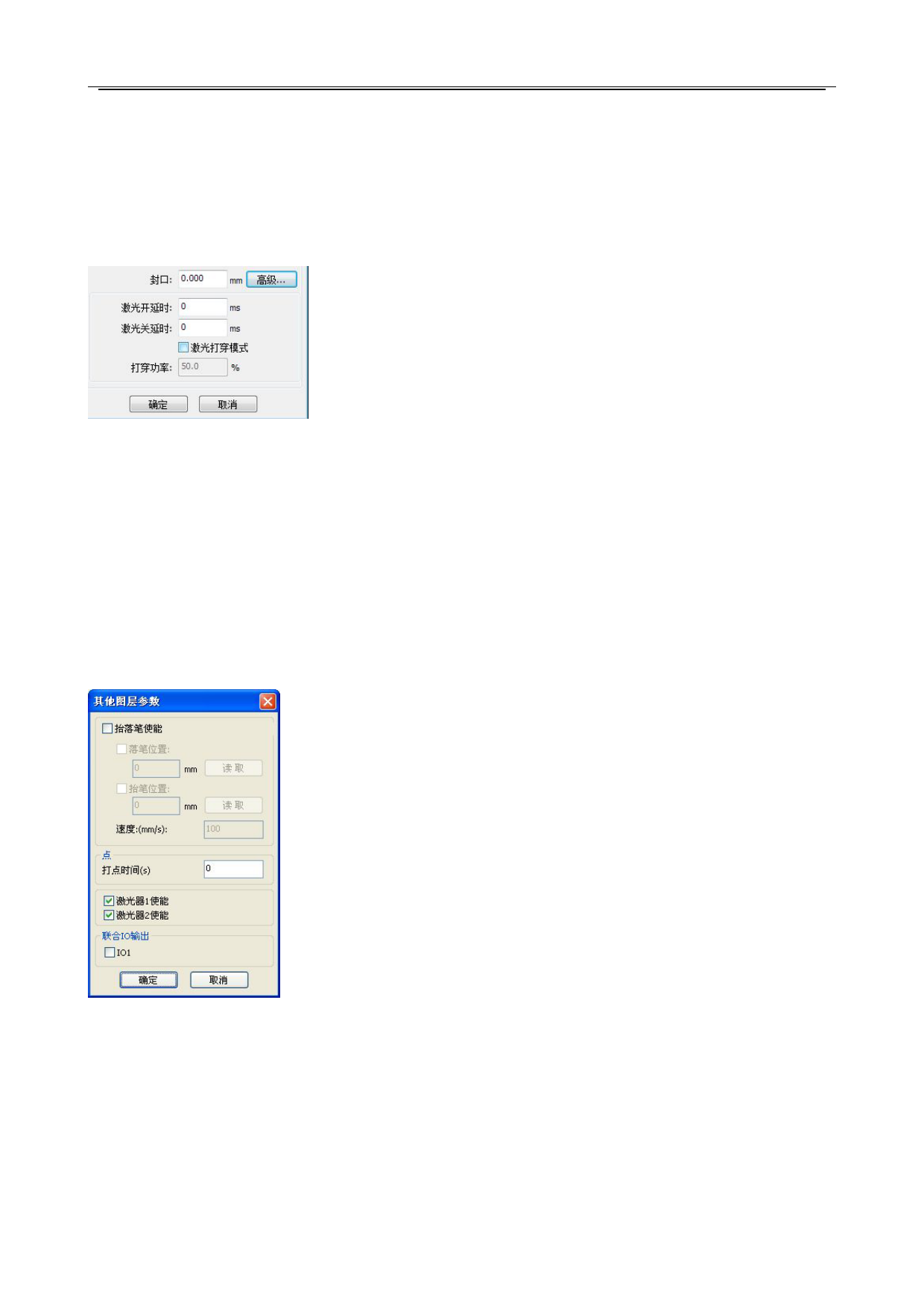
封口:切割闭合图形出现有封口不闭合的情况,可以用封口补偿来闭合,但如果封口是错位的,则无法补
偿,可以用 4.9.5 间隙补偿优化来补偿,或者用用户参数里的反向间隙补偿。
激光开延时:开光打穿时间/开光延时
激光关延时:关光打穿时间/关光延时
激光打穿模式:若勾选此项,则开关光延时表示的是打穿时间,否则,开关光延时表示的是激光运动延时
打穿功率:指打穿物体在单位时间内所做的功德快慢
单击按钮“高级”,还可以设置其他图层参数。
【抬落笔】
如机器已经安装了升降平台,且需要在不同的平台高度上进行加工,可
使能抬落笔功能。
这里落笔位置对应的是平台在哪个高度上进行加工,抬笔位置对应的是
空走前,平台应该移动到哪个高度上激光头再进行平移将不会与待加工工件
产生干涉。如果确认激光头平移不会与待加工工件产生干涉,则可不必设置
抬笔位置。
使用方式是:
1> 使能抬落笔。
2> 使能落笔位置,手动控制面板按键移动平台,到待加工图形图形的加
工平面,调整好焦距。然后点按钮“读取”,即可设置好落笔位置。
3> 使能抬笔位置,手动控制面板按键移动平台,移动到激光头不会与工
件产生干涉的高度,并通过面板按键移动激光头,确认不会产生干涉
后,点按钮“读取”,即可设置好抬笔位置。
【点】
这里的打点,是专门针对绘图工具绘制的点图元,或者从 dxf 文件中导入的点图元。与当前图层的加
工方式无关,即无论当前图层是切割还是扫描,图形里的点图元始终以打点方式输出。
打点的移动速度为图层速度,打点的能量为图层激光最大能量。
【激光使能】
当机器配备了两路激光,一般情况下,是两路同时输出。
但用户也可通过设置激光使能,使其中一路不输出。
深圳市睿达科技有限公司
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")