
睿达 RDCAM 激光雕刻切割软件 V8.0 操作说明书
- 36 -
【绝对坐标】
如果希望将图形在图形显示区的位置与实际工作台面的加工位置对应起来就可以直接勾选该选项。
那么图形的实际输出位置将不再与激光头相对图形位置以及定位点相关,而是始终是以机器的机械原点作
为定位点。
【抬落笔轴映射】
如机器已经安装了升降平台,且需要在不同的平台高度上进行加工。
【小圆限速】
加工工作中,系统自动判别加工对象是否为限速的小圆。然后根据圆的直径大小采用当前设置的限制
速度来加工该圆。如果参数配置合适,将大大提高小圆的切割质量。可以单击【添加】,【删除】,【修改】
来设置该参数。
小圆的速度规则为小于小圆限速列表中最小半径的圆,按最小半径圆的对应的速度进行输出。
大于限速列表中最大的圆的速度,只与图层速度相关。
属于限速列表范围的,按列表设置输出速度。
如果按限速要求所得到速度大于图层参数中设置的图层速度,则按图层速度输出。
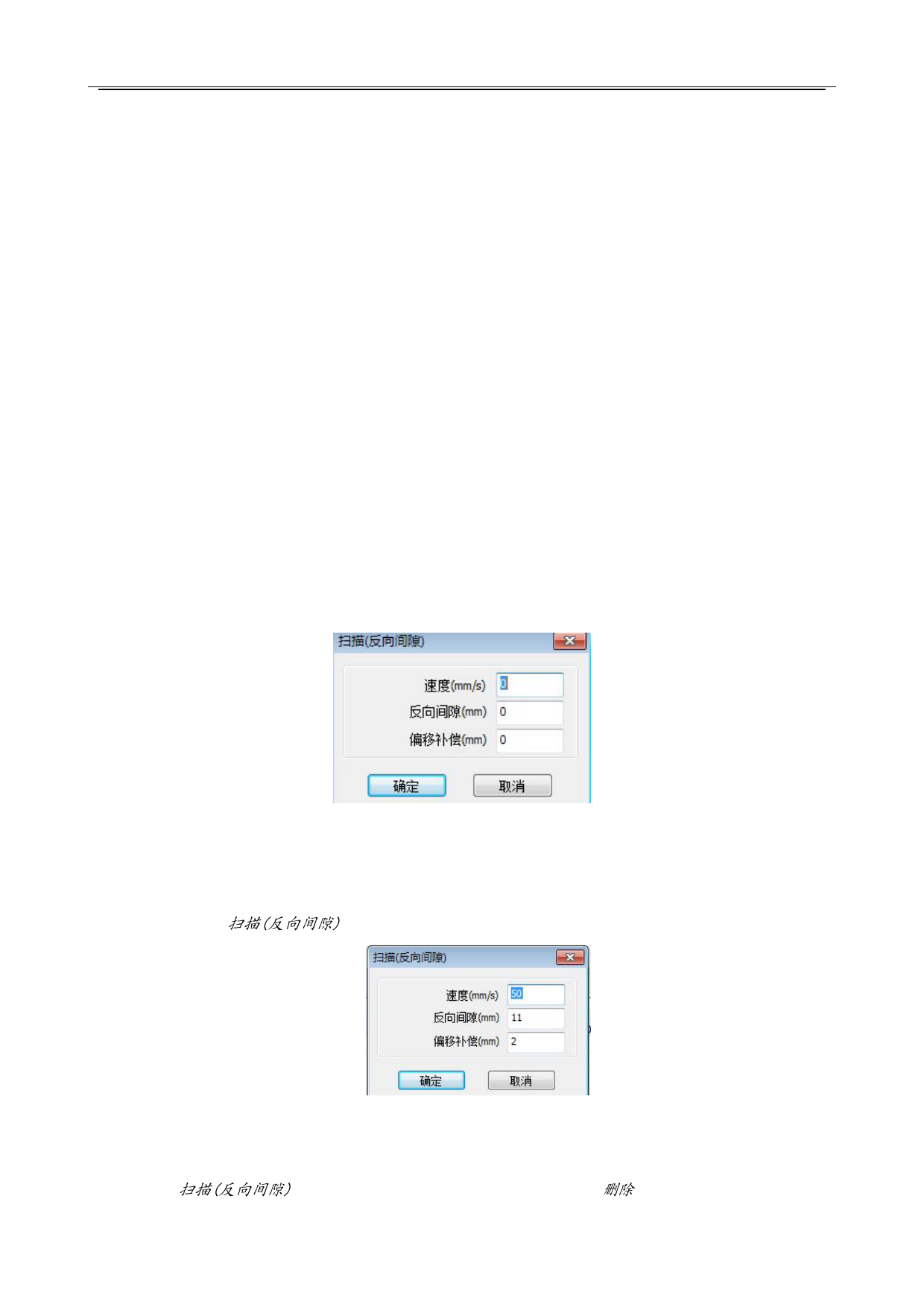
【反向间隙】
激光双向扫描图形时, 由于机器皮带拉伸的关系, 可能会造成扫描后图形的边缘不平整. 所以增加
反向间隙来修正. 特定的速度下有特定的反向间隙; 一般,速度越大,反向间隙越大.
①增加反向间隙
单击增加按钮,即会弹出如图界面
设置好速度和反向间隙和偏移补偿,点击确定,值就被插入到反向间隙列表中。
偏移补偿:
在激光双向扫描图形时,由于机器皮带拉伸的关系,会出现一些误差 ,通过偏移补偿尽量的减小误差
②修改反向间隙
鼠标左键双击 扫描(反向间隙) 块中需要修改的反向间隙的项, 则弹出界面如图
就可以在界面中修改当前速度下对应的反向间隙了。
③删除反向间隙
用鼠标单击 扫描(反向间隙) 块中需要删除的反向间隙的项, 然后点击 删除 按钮.
深圳市睿达科技有限公司
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")
 睿达RDCAM激光雕刻切割软件V8.0操作说明书")