
Portable Plasma Torch Height Controller Manual (F1620)
r scope of LED
num
para
ber
mete
r
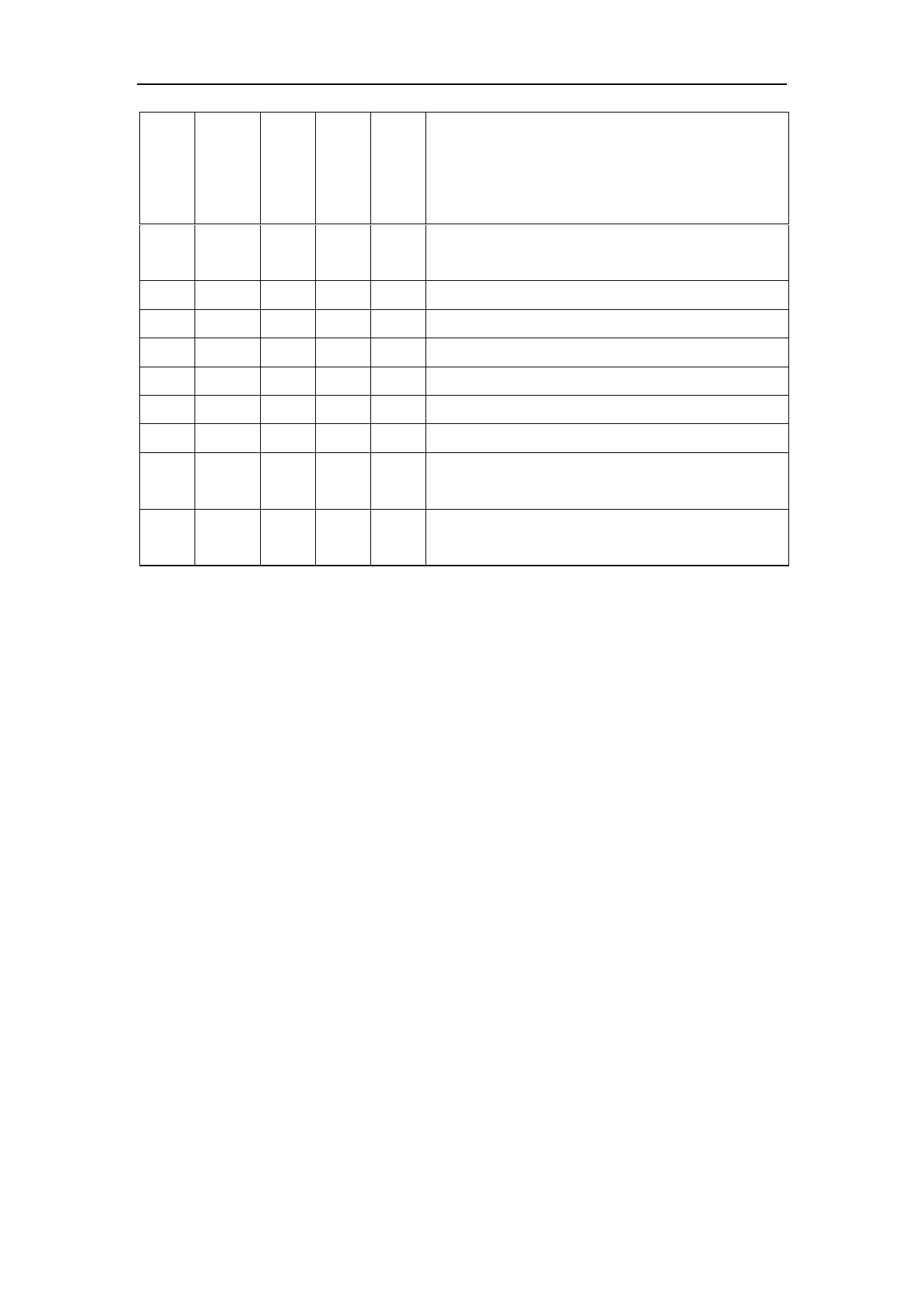
L01 0 or 1 0 L01 0 The effective level of CNC_AUTO/
MANUAL.
L02 0 or 1 0 L02 0 The effective level of CNC_THC_UP.
L03 0 or 1 0 L03 0 The effective level of CNC_THC_DN.
L04 0 or 1 0 L04 0 The effective level of CNC_IHSAON.
L05 0 or 1 0 L05 0 The effective level of CNC_EXAON.
L06 0 or 1 1 L06 1 The effective level of UP_LIMIT.
L07 0 or 1 1 L07 1 The effective level of DN_LIMIT.
L08 0 or 1 0 L08 0 The effective level of testing torch retaining
cap collision signal.
L09 0 or 1 0 L09 0 The effective level of testing proximity switch
signal
Note:Default of motor limit L06、L07 is setted as 1, it means motor limit
switch should be set as shut form. User can change it on the basis of actual
condition. If lifting motor do not have limit switch, it do not connect line but they
need set L06、L07 as 0.
2.4 Motor drive current
This system adopts the integrated motor driver chip with protection function, it
have perfect over-current,over temperature protection.
The current peak of motor drive can be up to 5A.
2.5 Working process
The cutting process with the initial positioning
When art start signal which it connect by CNC is IHSAON, THC can start IHS at
first: torch can decline until collision have happened. Then torch can be promoted to
the original location level and THC can send a commend to make arc start work, it
make arc start relay close, plasma power source start arc start. After arc start is
working successfully and piercing delay time is over, THC send a successful signal of
arc start to CNC. CNC start cut, if THC is working in the automatic allow state and
CNC have sent auto control height signal, THC can work in the automatic control
height state. During torch work, if user pressed the button named【AUTO】, THC can
17
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")
 THC System Manufacture Manual F1620")