
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- MetalWise-CNC-Plasma-Cutting-Machine
- Control System Manufacture Manual.pdf
- Page 130 of 147
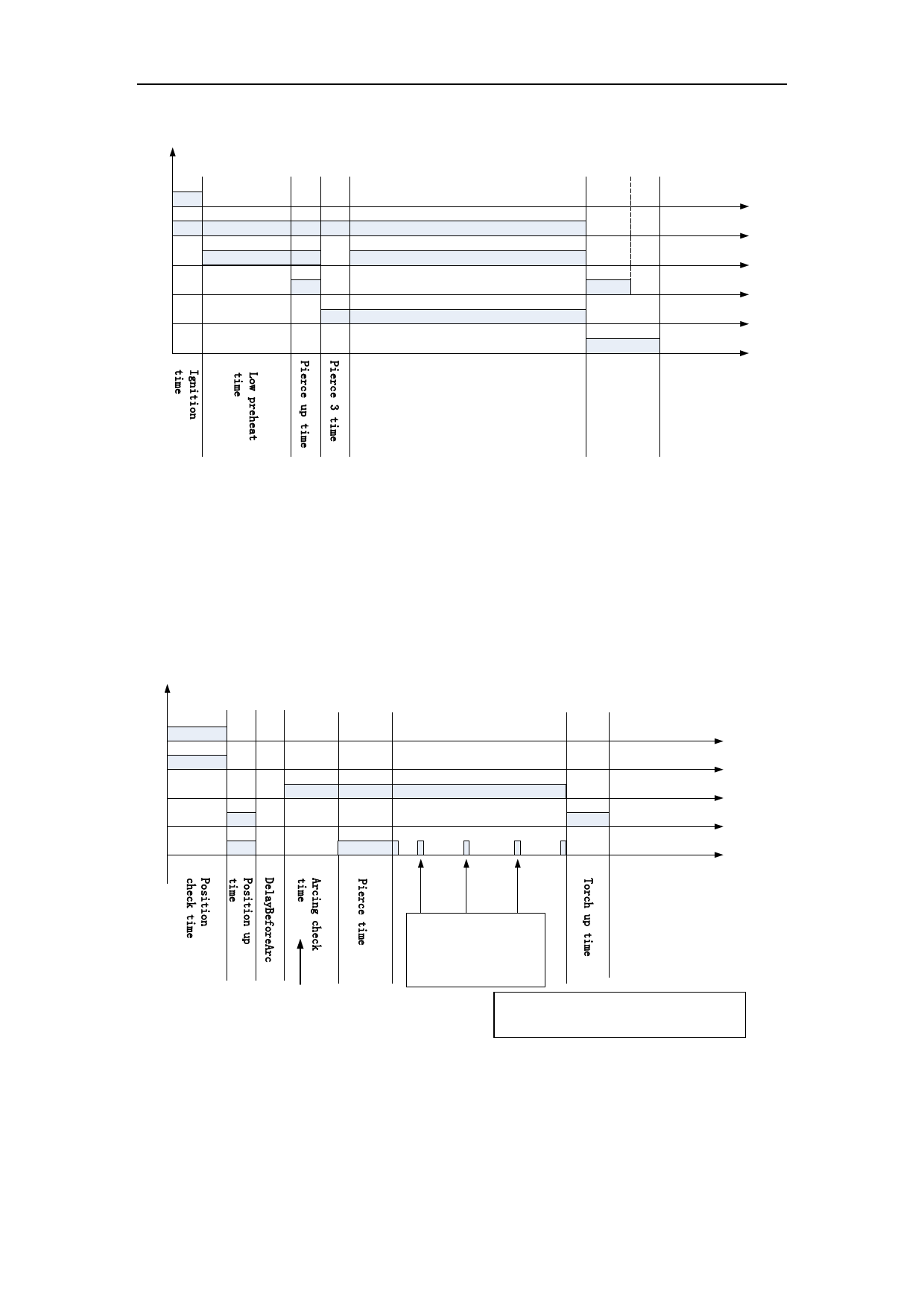
Appendix 2 I/O Timing Sequence Figure of F2000 Series Numerical Control System
M07
Level 1 perforation timing sequence with
M08
THC
Cutting
Torch
up
time
Blow
time
Ignition
Low Preheat
THC Enable
TorchUp
Pierce 3
Blow
Note: Red words
mean output
port. Bold
black words
mean parameter.
Appendix fig 2.4 Flame cutting timing sequence (Level 1 perforation with THC)
A2.2 Plasma IO Timing Sequence
M07 The port type of Speed to lock THC is
red.(Define it by pressing F5,F8,F3,F2).
M08
Plasma position
TorchDn
Plasma arc
starting
TorchUp
Lock THC
Cutting
Current rate≤(Speed to lock THC
*cutting speed)/100
or
The distance between cutting point
and start/end point of current
cutting G code row < Distance to
lock THC
When arc voltage feedback signal is available , arc
check time ends ahead of time . If until arc check
time is to 0, arc voltage feedback signal hasn 't
been received, it will alarm.
Note: Red words mean output port. Bold
black words mean parameter.
Appendix fig 2.5 Plasma IO timing sequence 1
121
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")