
- You are here:
- AM.CO.ZABuythisCNC Utilities Homepage
- MetalWise-CNC-Plasma-Cutting-Machine
- Control System Manufacture Manual.pdf
- Page 106 of 147
Chapter 11 Port Explanation
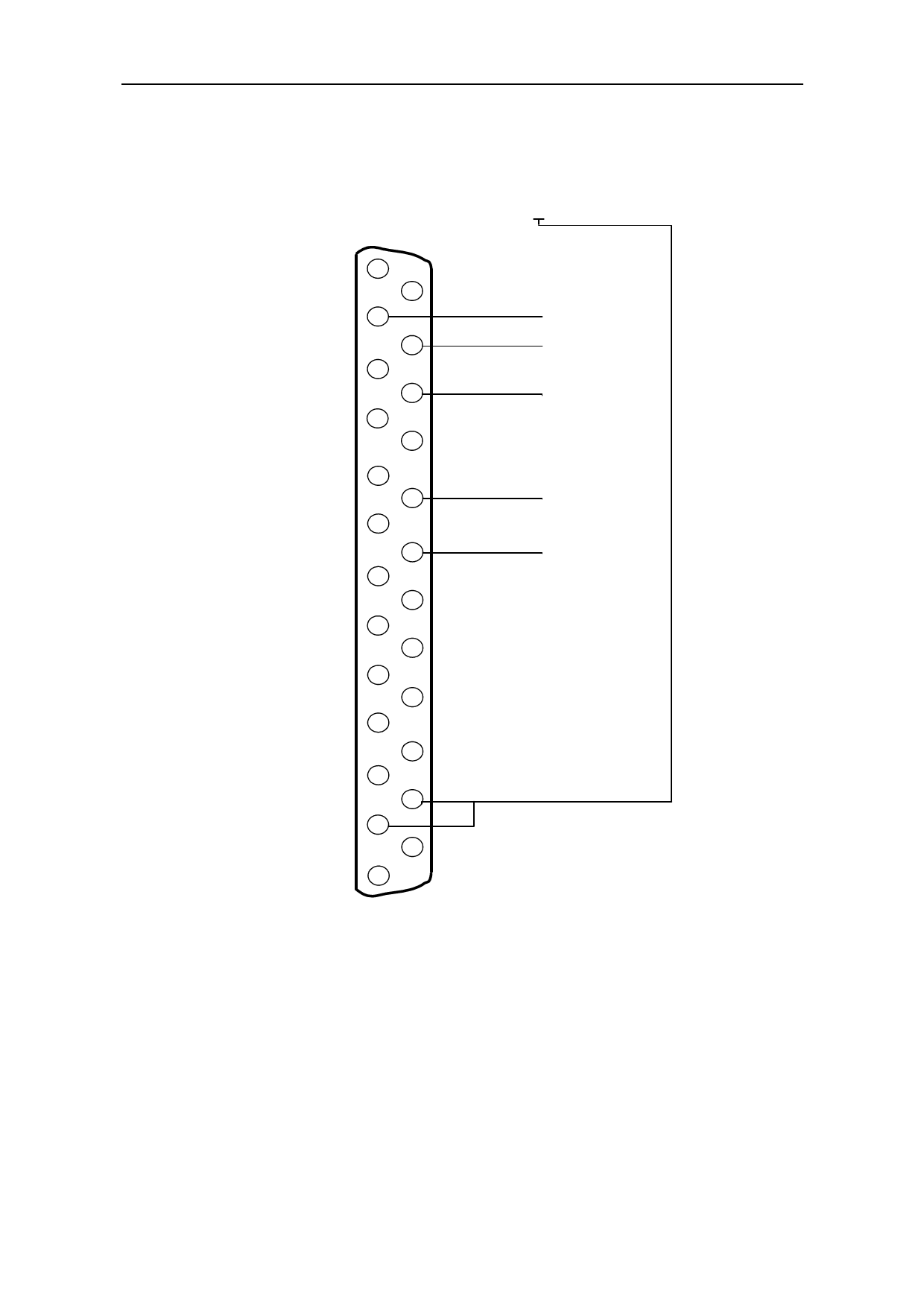
11.2.1.4 Typical Circuit of Using Plasma Cutting
+24V(common)
Low pressure
preheat
1
High pressure
cutting oxygen
Torch up 2
Torch down
Ignite
3
Plasma
Low pressure
cutting oxygen 4
High pressure
preheat
Medium
pressure cutting 5
oxygen
Corner low speeed
Exhaust
6
Plasma locating
Spray dust 7
Raise dust
Enable high
8
adjusting box
Dusting preheat
Not used 9
Not used
Not used 10
Not used
+24V
11
+24V
+24V 12
24VG
24VG 13
14
Torch up control (Low active)
Torch down control
15
(Low active)
Connect to high
adjusting device’s
16
(Low active)
arc starting input or
arc starting delay
17
Connect to high
adjusting device’s
corner low speed or
18 automatic / manual (Low active)
Connect to the locating
input of lifting device
19
(Low active)
when CNC locating is
needed
20
21
22
Note:All outputs
are low active or
high active, the
23
system takes low
active as default.
24
COM
25
(Connecting to the system’s
+24V supply,also external
24VSwitch supply +24V port
allowed)
Fig 11.7 Typical wiring diagram of the plasma
Instruction:
Height-adjusting device wiring with corner low-speed
When the height-adjusting device takes corner low-speed input control signal, the
system's "corner low speed" output signal is used to control the height-adjusting device's
corner low-speed input. The system takes an open-collector transistor output, with the
default active low signal. Reference section 8.7.3, set the output port type of close THC
(corner signal) “●”. CNC system needs to output low electrical lever signal with this
97
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")
 Control System Manufacture Manual")