For example
If you are running at 18000 RPM using a 25mm cutter with two flutes, and a recommended chip load
of 0.1 mm/tooth:
Feed = 2 x 0.1 x 18000 = 3600 mm per min
Chip load is specific to the router bits hence one has to check the data sheet of the bits in question to
come up with the right value to use for the calculations.
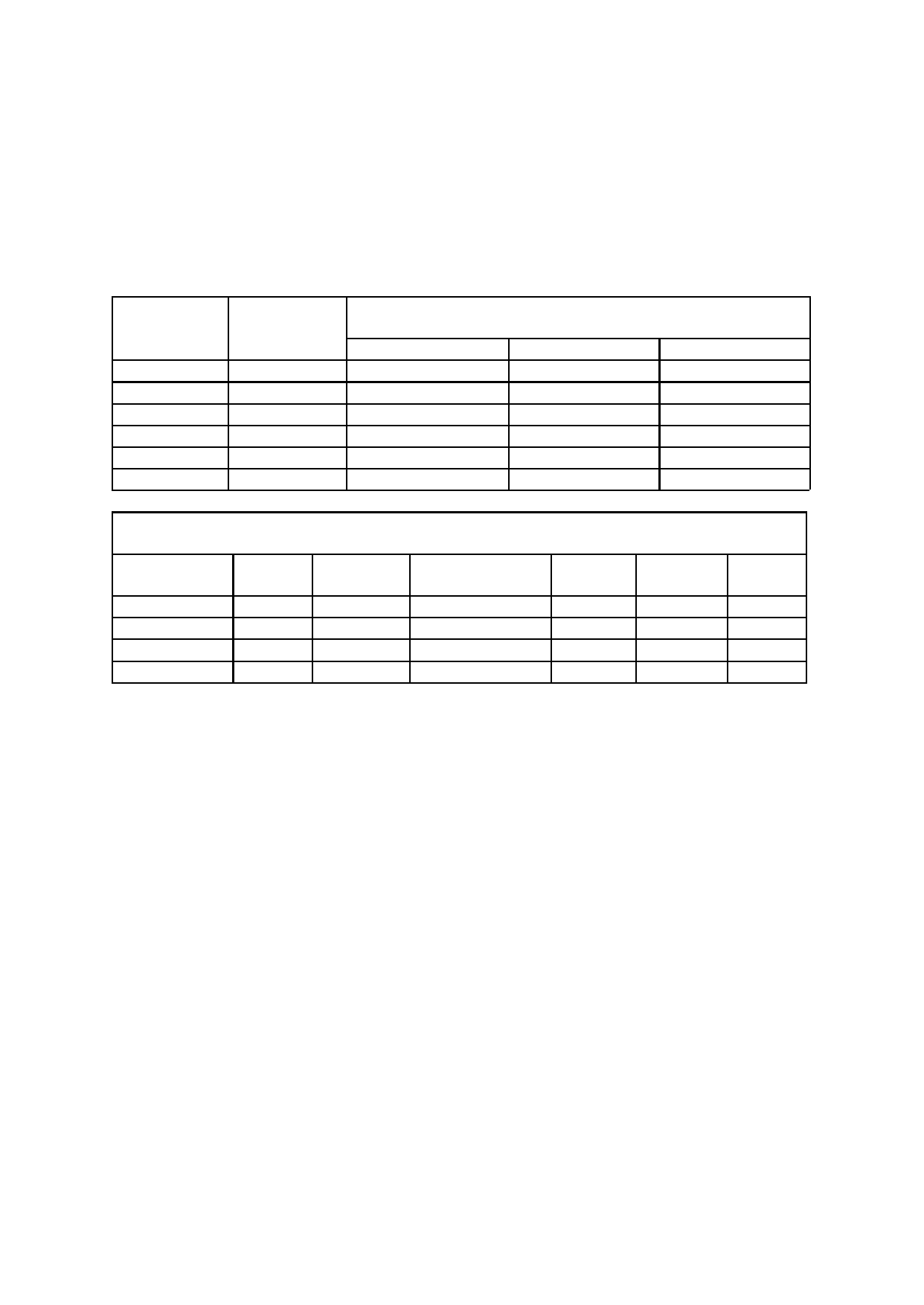
Suggested Feed rates
No of cutting Chip Thickness
Feed rate (mm/min)
edges (Z)
(mm)
at RPM
18000
21000
24000
1
0.1
1800
2100
2400
2
0.1
3600
4200
4800
3
0.1
5400
6300
7200
1
0.4
7200
8400
9600
2
0.4
14400
16800
19200
3
0.4
21600
25200
28800
Typical chip thickness values for various size cutters
Cutter Diameter Hardwood Softwood/Ply MDF/Particleboard Soft Plastic Hard Plastic Aluminium
3mm
6mm
10mm
12mm and over
.08 -.13
.23 - .28
.38 - .46
.48 - .53
.1 - .15
.28 - .33
.43 - .51
.53 - .58
.1 - .18
.33 - .41
.51 - .58
.64 - .69
.1 - .15
.2 - .3
.2 - .3
.25 - .36
.15 - .2
.25 - .3
.25 - .3
.3 - .41
.05 - .1
.08 - .15
.1 - .2
.2 - .25
Factors to consider for good and efficient practice.
For hard material, use lower chipload than the design value. For soft material you can use a higher
value.
A flute is designed to cut the same depth as the diameter of the tool, which means a 6mm tool should
step down 6mm. The chip rate is designed according to that value.
You should take into consideration that if you go deeper, clearly more force will be applied on the tool,
which means the tool will require more torque, making it more susceptible to snapping.
A rule of thumb is, if you step down twice, use 2/3 of the speed, if you step down 3 times, use 1/2 of
the speed. It is advisable not to go any further otherwise the bit may snap.
NB this step down is not calculated from the surface of the material, rather from thickness remaining
after each cut(pass).
This lead to another question, if I want to cut a board 20mm thick, can I use a 6mm tool with flute
length only 6mm or 20mm+, answer is 20mm plus (thicker than the board), but you
may ask, if I only step down 6mm each time, then the rest of the flute is a waste which only increases
manufacture cost and decrease the strength, In theory yes, but in reality, each pass has tolerance,
maybe 0.01mm difference from the previous pass or more, then with a flute, it will cut, otherwise a
solid rod will increase chance of snapping.
A good combination of feedrate(mm/min), spindle speed RPM, step down(mm) and tool itself can
result in a clear cut, too fast will cause a waved edge, too slow will cause a rough edge.
KB Article by Takura Mutami

 How-to Calculating Best Feedrate for CNC Routers")