Chapter 5 How to Setup Workpiece Origin
① T
o
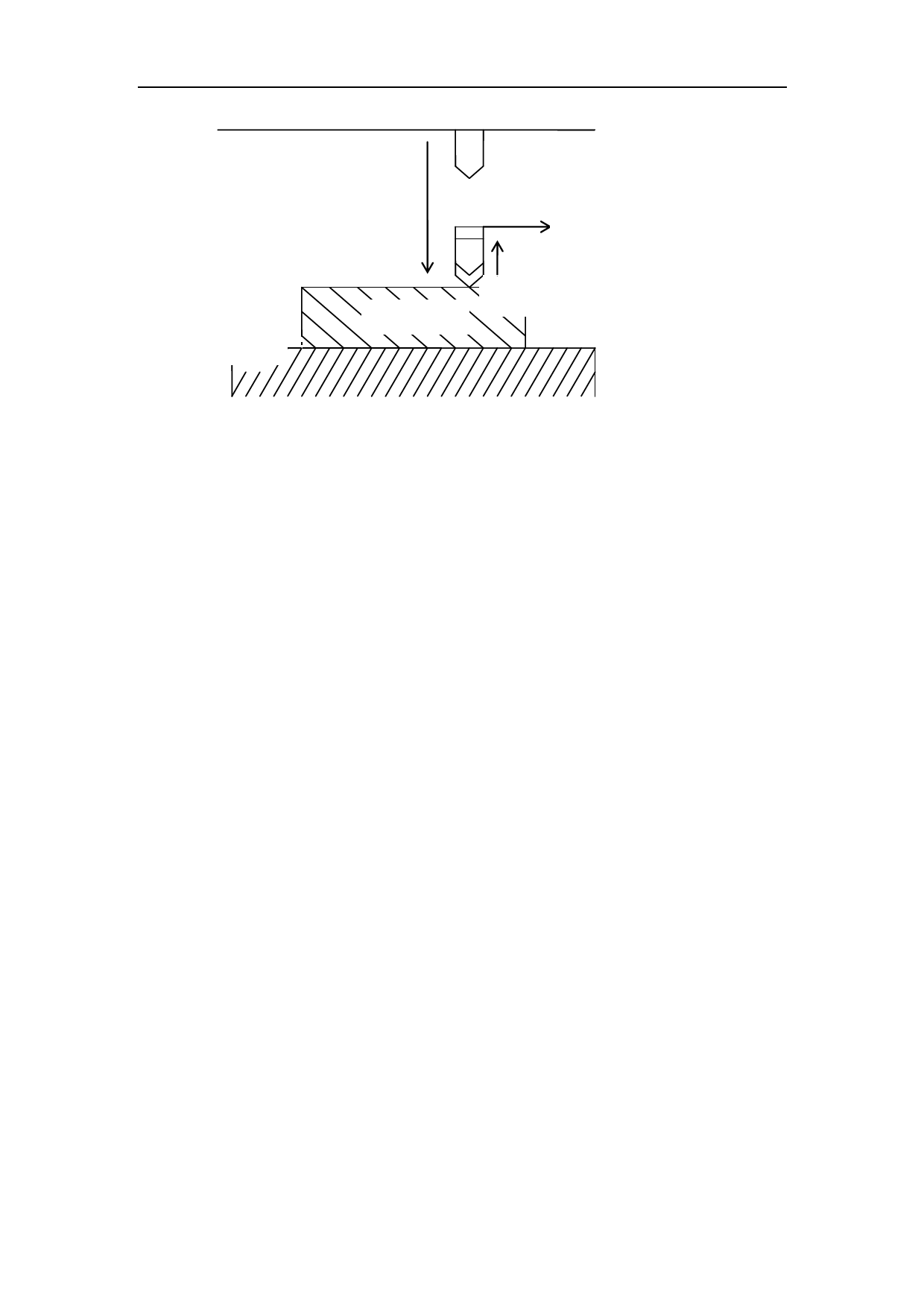
To the surface of
feeler block t
h
e
Workpiece s工ur件fac表e面
s
u
Feel对er刀B块rlock
f
a
c
e
Top
Record workpiece of current point
in Z direction
②Raise 10mm
Surface
Fig 5-2 Diagramo of Floating Tool Setting
f
f
Note:
e
e
(1) Before tool setting, operators havle to make sure that the tool nose is above the
e
feeler block, which means that the toorl nose shall touch the feeler block when feeding
the cutter, otherwise the cutter head abnd workpiece will be damaged as the machine
l
tool keeps on feeding.
o
c
(2) The thickness of the feeler blockk can be set in “Factory Parameter”. The
workpiece origin coordinate in Z axis will compensate the thickness after setting the
tool.
(3) The speed of tool setting, ranging from 60 to 1000 mm/min, can be set in
“Parameter Setting”. If the speed is over the maximum of the set parameter, then the
cutter head or feeler block will be worn-out.
16

 EasyRoute Express CNC Control Panel Manufacture Manual V1.1")